


联系我们

隧道焊网机-隧道焊网机厂家、品牌
更新时间:2024-12-26 03:40:52 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 10000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 型号 | DGJ-50 |
| 产地 | 河南许昌 |
| 加工能力 | 32-50管子 |
| 重量 | 1300Kg |
| 品牌 | 河南建贸 |
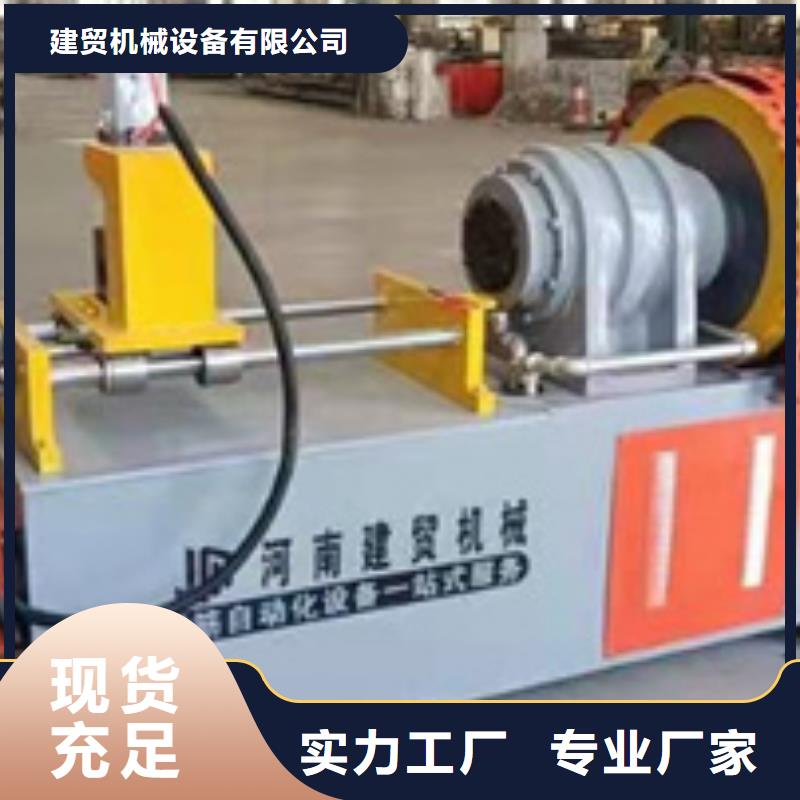
| 品名 | 小导管尖头成型机 |




铜排冲孔机适合加工软材,因为钻孔机钻出来的孔会有毛刺,不平整。钻孔机适合加工硬材,因为铜排冲孔机的冲力往往会使材质不是很好的加工材料产生裂纹。(若板材材质密度很好,也可用铜排冲孔机)。冲孔机的特点:(1)空间要求:冲孔机能—次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。(2)快速重调要求:数控加工可通过快速更换加工程序而变换加工对象。小导管冲孔机优质厂家为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。
应用该成果可大大提高生产效率、减轻劳动强度、延长模具寿命、节省工时、提高。其经济效益和社会效益显。
其中小导管冲孔机主要完成对小导管、无缝钢管锚杆圆管方管防护栏角铁吊篮等的冲孔打眼作业;而小导管尖头机主要是对工件进行缩尖作业。小导管冲孔机采用全自动数控液压冲孔系统真正的实现了360度自动旋转冲孔作业不需要人工手动旋转省人工效率高节省成本。超前小导管冲孔机是于加工超前小导管自动化冲孔加工的现代化设备能够按照图纸的要求精准的将型材冲出各种形状的孔圆孔方孔梅花孔等都可以。本机采用大扭矩力交流同步伺服电机具有反应快精准定位噪音低热损少使用寿命长不易损坏等等特点。

在材质的研究上公司投入了大量的精力,吸尘系统液压小导管成型机独有的废料收集系统,荣获 ,废料收集系统的使用,让工作场地干净整洁,废料收集系统有效地解决了废料散落在皮料上导致有一些地方不会冲透这一问题,自主设计定制的可升级冲孔。液压小导管成型机冲孔组件包括楔形轨道和冲孔刀头,冲孔组件远离楔形轨道的一端连有与尾座固连的连接杆。
液压小导管成型机的三个重要的属性:
1、准确性。液压小导管成型机有着超高的精准度和识别度,全自动的摄像扫描便于它准确快速的进行空洞定-位,提高了产品加工的质量。而传统的手动打孔机则相对处于劣势,其精准度很低,易造成漏打错打误打的现象。

小导管打孔冲孔机高频加热器应用领域: 1、透热成型 A、各类轴承、轴、圆棒料、标准件、紧固件、机械零配件、五金工具、直柄麻花钻的热镦、热轧、淬火 、透热、退火、回火等。 B、金属材料加热退火。如:钢管拉伸、弯管、砸头;铁丝、钢丝加热制钉;不锈钢制品退火、涨型。 2、热处理 各类五金工具、电动、液压、气动元件、汽、摩配等机械金属部件的表面、内孔、局部或整体淬火。如: 锤、刀、剪、钳及各类轴、凸轮、链轮、齿轮、气门、球头销、大型机床导轨、球墨铸铁的淬火。3、钎焊 各类硬质合金刀头、车刀、铣刀、 刨刀、铰刀、金刚石锯片、锯齿的焊接;磨具、钻具、刃具的焊接; 黄铜、紫铜、不锈钢锅底等金属材料的复合焊接。 4、金属熔炼:熔炼金、银、铜等。 5、其它加热领域铝塑管、电缆、电线的加热覆膜;食品、饮料、制药行业使用的铝箔封口。新疆数控小导管冲孔机_小导管箭头机
黑龙江隧道焊网机-黑龙江隧道焊网机厂家、品牌 jmc
产品简介:
液压操纵系统定位准确,所弯型钢(18# 22# 25#工字钢)一次自动成型,效率高、操作方便,在隧道、地铁、水电站、地下洞室等行业施工中对工字钢进行冷弯机加工,是钢拱架制造的必选设备。
关于工字钢冷弯机组成部分:
底座 机械传动 冷弯系统 液压系统 电器控制系统和辅助系统等
特点:采用液压控制系统具有传动平稳 压力大等特点 能转却定位 大幅度提高隧道工字钢的加工精度 一次自动成型 操作简单 效率高。
设备主要技术参数
产品型号:WGJ-250 总功率:8.4Kw 电压:380V
液压系统压力:25Mpa 油缸推进速度:1-13mm/s
主驱动轮转速:7r/min 小弯曲直径:2M
重量:2380kg 外形尺寸(长*宽*高):2.5m*1.5m*1.2m
工作原理:把工字钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
使用须知
设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
试机