



想要真正了解【PE燃气管-非开挖拖拉管价格透明】产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:【PE燃气管-非开挖拖拉管价格透明】的图文介绍


PE燃气管厂家敷设在非行车道时,深度不小于0.6。PE燃气管敷设在行车道时,深度不小于0.9m。由于PE燃气管的柔韧性良好,具有特别好的弯曲性能,但是弯曲过渡时,管道外侧会产生拉伸应力,管道内测会产生压应力,当超过一定限度时将会形成蠕变损伤。因此在施工的过程中应该尽可能的避免出现该问题。对PE燃气管发展规划范围内的燃气设施建设工程,城乡规划主管部门在依法核发选址意见书时,应当就燃气设施建设是否符合燃气发展规划征求燃气管理部门的意见;不需要核发选址意见书的,城乡规划主管部门在依法核发建设用地规划许可证或者乡村建设规划许可证时,应当就燃气设施建设是否符合燃气发展规划征求燃气管理部门的意见。
PE燃气管设施建设工程竣工后,建设单位应当依法组织竣工验收,并自竣工验收合格之日起15日内,将竣工验收情况报燃气管理部门备案。此外,PE燃气管道不能从放有腐蚀性液体、易爆、易燃的长度下穿越。PE硅芯管-PE燃气管厂家不能从大型结构或者建筑的底部穿越,同时也不能与电缆和其他管道同沟,如果需要从上述几种状况下穿越,必须做好特殊的保护措施。
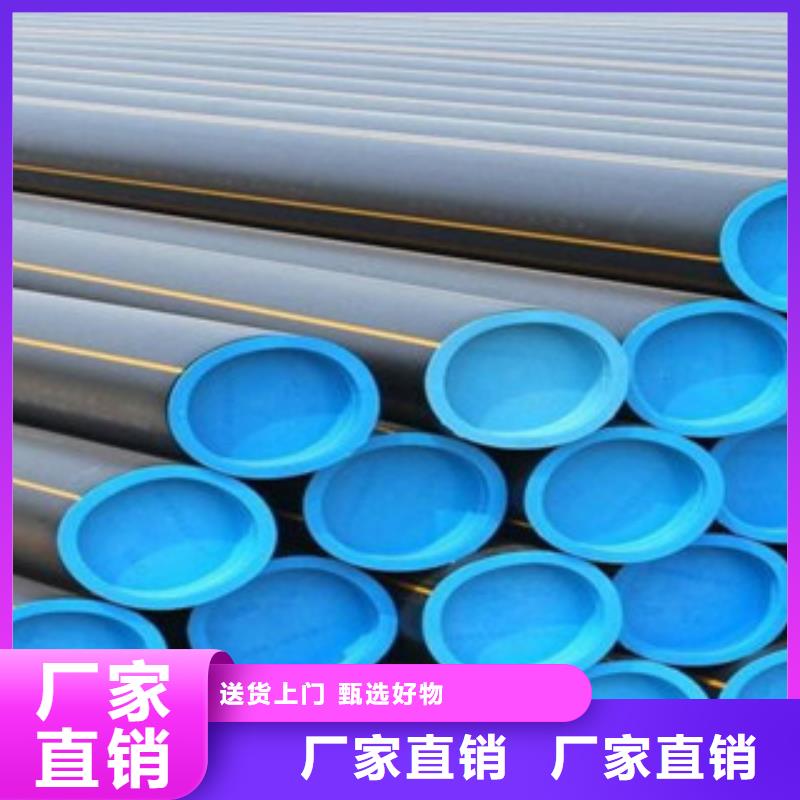
PE燃气管施工前期的准备工作。PE燃气管耐老化,使用寿命长:含有2-2.5%的均匀分布的碳黑的聚乙烯管道能够在室外露天存放或使用50年,不会因遭受紫外线辐射而损害。PE燃气管常用的一般有外径32、40、50、63、90、110、160、200、250、315,分SDR11、SDR17.6两个系列;PE给水管用的外径规格跟燃气差不多只是,SDR规格系列会多一些。做好前期设计和图纸审查工作。在结合当地环境的实际情况下对施工图进行严格的审查,设计单位应对施工单位将要施工的情况做出详细解释说明。包括设计意图、施工中应需注意的难点、特殊的施工工艺要求和容易发生问题的说明。
PE燃气管连接可靠:聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本体强度。PE燃气管厂家低温抗冲击性好:聚乙烯的低温脆化温度极低,可在-60-60℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管子脆裂。这样施工单位就能在施工过程中正确贯彻设计意图,掌握各关键部位的质量要求。另外在施工前施工技术人员应对审查合格的施工设计文件进行熟悉,对施工的方法,技术要求了然于胸,并尽可能的找出需要解决的技术难题,和设计单位一起研究出初步解决方案。在PE燃气管施工前,工程技术人员必须清楚的了解有可能出现的新工艺、新材料的性能、新技术的参数标准。工程施工的项目经理必须针对本工程施工工艺特点进行前期培训。掌握相关标准和规范,提高施工人员的适应性和业务能力。
PE燃气管设施建设工程竣工后,建设单位应当依法组织竣工验收,并自竣工验收合格之日起15日内,将竣工验收情况报燃气管理部门备案。此外,PE燃气管道不能从放有腐蚀性液体、易爆、易燃的长度下穿越。PE硅芯管-PE燃气管厂家不能从大型结构或者建筑的底部穿越,同时也不能与电缆和其他管道同沟,如果需要从上述几种状况下穿越,必须做好特殊的保护措施。
PE燃气管施工前期的准备工作。PE燃气管耐老化,使用寿命长:含有2-2.5%的均匀分布的碳黑的聚乙烯管道能够在室外露天存放或使用50年,不会因遭受紫外线辐射而损害。PE燃气管常用的一般有外径32、40、50、63、90、110、160、200、250、315,分SDR11、SDR17.6两个系列;PE给水管用的外径规格跟燃气差不多只是,SDR规格系列会多一些。做好前期设计和图纸审查工作。在结合当地环境的实际情况下对施工图进行严格的审查,设计单位应对施工单位将要施工的情况做出详细解释说明。包括设计意图、施工中应需注意的难点、特殊的施工工艺要求和容易发生问题的说明。
PE燃气管连接可靠:聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本体强度。PE燃气管厂家低温抗冲击性好:聚乙烯的低温脆化温度极低,可在-60-60℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管子脆裂。这样施工单位就能在施工过程中正确贯彻设计意图,掌握各关键部位的质量要求。另外在施工前施工技术人员应对审查合格的施工设计文件进行熟悉,对施工的方法,技术要求了然于胸,并尽可能的找出需要解决的技术难题,和设计单位一起研究出初步解决方案。在PE燃气管施工前,工程技术人员必须清楚的了解有可能出现的新工艺、新材料的性能、新技术的参数标准。工程施工的项目经理必须针对本工程施工工艺特点进行前期培训。掌握相关标准和规范,提高施工人员的适应性和业务能力。



润星电力管材有限公司位于塑料管材产业园。生产的主要产品有: 浙江杭州电力穿线碳素管。
诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。
竭诚欢迎广大客户前来参观指导、协商洽谈!


在国外的发达 和地区,PE燃气管是城际埋地燃气管道中的占有量已达90%以上,在供水管所占市场份额达60%,并且国外在PE燃气管材方面忆经建立起了非常成熟的标准的施工规范。在我国,镀锌管逐步被禁用后,PE燃气管在建筑供水等领域很有竞争优势,在燃气、工业供排水、通讯、农业灌溉等领域PE燃气管材也呈迅速增长的态势。作为第二大品种的塑料管道品种,PE系列管道主要包括以下几个品种:PE钢带管、PE波纹管、中空壁缠绕管道和HDPE塑钢缠绕管排水管道。其中,PE燃气管道可广泛应用于城乡给水、建筑排水、地源热泵等领域;PE-RT由于优异的耐热性能,近年来被广泛应用于地面辐射采暖系统。而PEX管道尽管耐热性好,但接头质量较差,近年增速放缓;
UHWMPE燃气管道具有优异的耐磨和耐腐蚀性能,被广泛用于矿山和工业等领域,本项目主要投资PE燃气管道项目。PE燃气管道作为新兴的一种管道品种,不仅强度高,而且施工简便、接头、抗冲击、柔性好,被作为市政给水管道广泛推广使用,市场增长速度极快。随着天气渐冷,很多客户朋友打来咨询有关PE燃气管在冬天的热熔连接问题,其实冬天和夏天施工,主要的区别就是加热温度的区别。其他的还是按照主要的操作步骤就可以了,一般夏天施工热熔温度在210度左右,冬天施工温度略高一些,因为相对温度较高,所以这点是大家必须懂得的常识。PE燃气管的热熔连接的9个步骤,掌握了一下几点,相,PE燃气管道的热熔连接是不成问题的,PE燃气管热熔连接的主要步骤如下。
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。:根据所焊制的PE燃气管材、管件选择合适的卡瓦夹具,管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变。
UHWMPE燃气管道具有优异的耐磨和耐腐蚀性能,被广泛用于矿山和工业等领域,本项目主要投资PE燃气管道项目。PE燃气管道作为新兴的一种管道品种,不仅强度高,而且施工简便、接头、抗冲击、柔性好,被作为市政给水管道广泛推广使用,市场增长速度极快。随着天气渐冷,很多客户朋友打来咨询有关PE燃气管在冬天的热熔连接问题,其实冬天和夏天施工,主要的区别就是加热温度的区别。其他的还是按照主要的操作步骤就可以了,一般夏天施工热熔温度在210度左右,冬天施工温度略高一些,因为相对温度较高,所以这点是大家必须懂得的常识。PE燃气管的热熔连接的9个步骤,掌握了一下几点,相,PE燃气管道的热熔连接是不成问题的,PE燃气管热熔连接的主要步骤如下。
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。:根据所焊制的PE燃气管材、管件选择合适的卡瓦夹具,管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变。

