





直缝管直缝钢管优质工艺视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:直缝管直缝钢管优质工艺的图文介绍
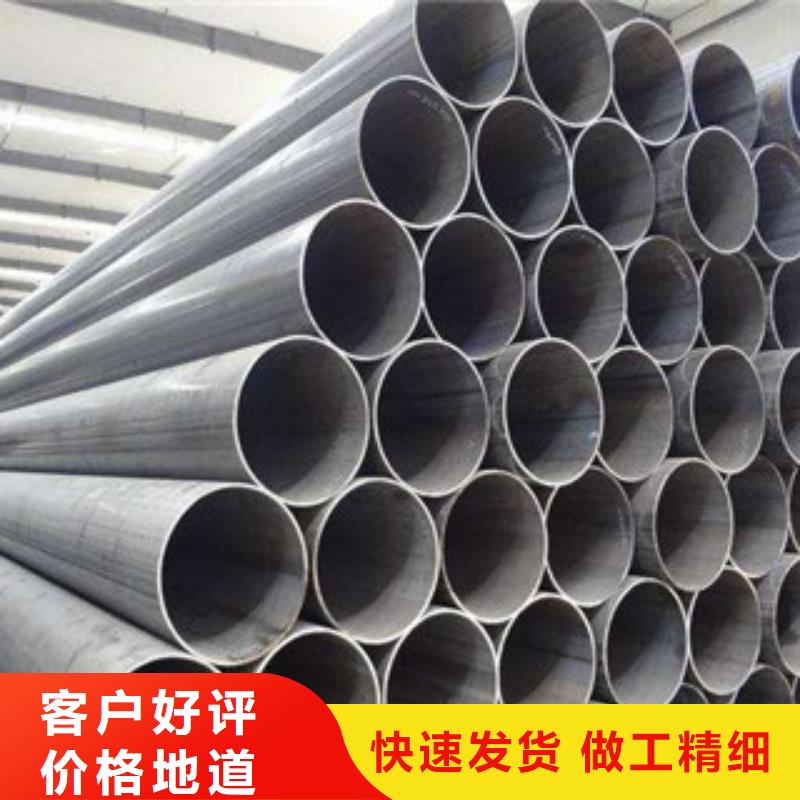
大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。


大直径直缝埋弧焊接钢管制造工艺多种多样,各有特点,根本区别在于成型方式不同。从成型质量、效率、经济性和成型能力看,JCOE成型目前在大直径直缝埋弧焊管生产上占据发展优势。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。
LSAW自动超声检测程控要点为:按下启动按钮,系统主电路电源接通,经检测电源电压正常,则各控制继电器在PLC相应指令下按时序相继接通。自动超声检测各程序相继进行。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。当检测过程异常时,按急停按钮,则系统电源立即断开,可避免设备受到损害。



对大直径、高输送压力、长距离输送钢管来说,焊接工艺非常关键。从生产工艺上来分,焊接钢管主要分为电阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直缝双面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。虽然ERW发展很快,但仍然属于中小直径的焊管,例如日本的Φ610mm、Φ660mm ERW生产线,我国2006年在大庆建成的Φ660 mm ERW生产线。目前大直径焊管仍然要由SSAW和LSAW工艺生产,但是螺旋缝埋弧焊管在工艺上存在一定缺陷。



钢兴钢管 有限公司始建于2018年,厂家现位于河北邯郸工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【河北邯郸输送流体管】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【河北邯郸输送流体管】企业。



机械扩径埋弧焊直缝钢管变形过程
根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。
根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。



