





产品视频展示,助您洞悉价格实惠的焦炭钢板仓厂家产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:价格实惠的焦炭钢板仓厂家的图文介绍

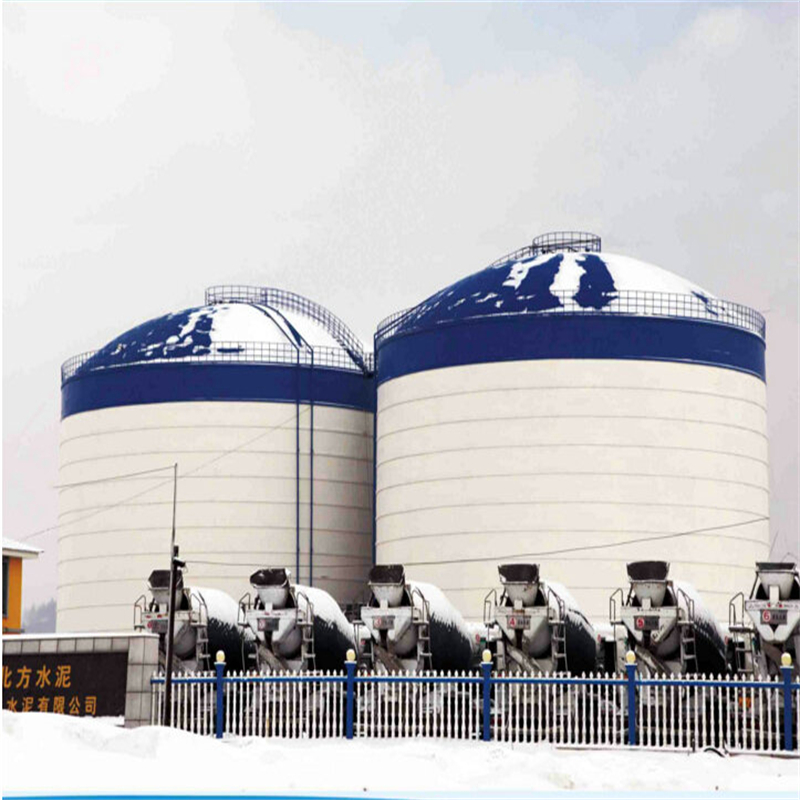
裕盛钢板仓有限公司资质好,设备先进,堪称高质量的 江西赣州钢板仓、粮食成品仓、立式玉米粮仓、粮食仓储设备、粮仓建设、玉米粮仓公司,荣获江西赣州工商管理局颁发的重合同守信用企业,为做好优良的 江西赣州钢板仓、粮食成品仓、立式玉米粮仓、粮食仓储设备、粮仓建设、玉米粮仓打下坚实的基础。



钢板仓的高度与直径比例是确保其稳定性和承载能力的重要参数,具体要求如下:
钢板仓的高度与直径比例一般控制在1:1.1至1:1.5之间。这种设计不仅科学合理,能够 限度地利用空间,还能有效分散压力,提高仓体的整体稳定性。在这一比例范围内,钢板仓能够保持良好的结构性能和承载能力,满足各种存储需求。
同时,这一比例也具有较强的适应性,可以根据场地条件和客户需求进行微调。例如,在场地受限的情况下,可以通过调整高度与直径的比例来优化钢板仓的布局,提高空间利用率。
总之,在选择钢板仓时,应确保其高度与直径比例符合规范要求,以保证钢板仓的稳定性和承载能力。如需更多关于钢板仓的详细信息,请访问我们的官方网站或联系我们的专业团队。



钢板仓施工中的焊接工艺对焊缝质量有何影响?
钢板仓施工中的焊接工艺对焊缝质量具有显著影响。不同的焊接工艺会导致焊缝形态、华尔网当地焊接强度以及气孔等缺陷的产生情况有所不同。例如,TIG焊接和MIG焊接所形成的焊缝形态和强度就存在明显差异。在钢板仓建设中,若焊接工艺不当,如焊接电流过高或过低、华尔网附近焊接速度过快或过慢,都可能影响焊缝的强度和耐磨性,进而影响钢板仓的整体结构稳定性和性。因此,钢板仓施工中必须严格遵守焊接工艺规范,确保焊缝质量符合相关标准和设计要求。



钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。
