



<甘肃>神悦钢材有限公司34441
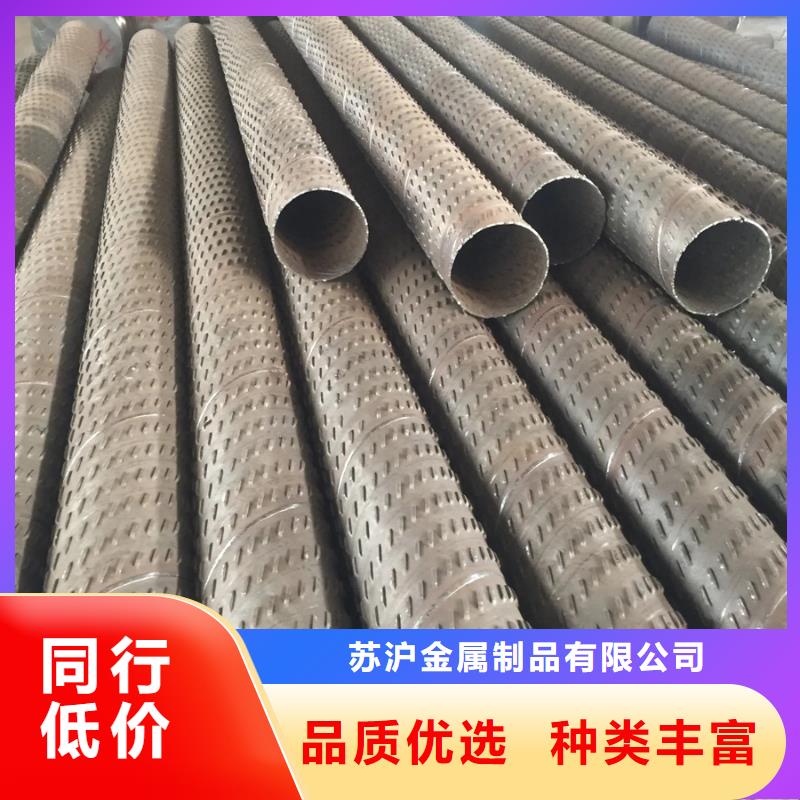
甘肃大口径螺旋管厂家施工便捷: 将隔热层—发泡聚氨酯用现场浇罐或预制成形等方法敷于钢管的层外,方式简单,工效讯捷。 (1)甘肃大口径螺旋管传热系数小: 直缝保温钢管壳的传热系数在保温材料中是低,因此能使物料的热遗失减少到低程度。 (2)甘肃大口径螺旋管耐老: 由于发泡聚氨酯的闭孔率达82%以上因此用聚氨酯泡沫做为直埋管道的隔热层不只可以起作用,并且能地防止水,湿气以及其它多种腐蚀性液体、气体的浸湿。
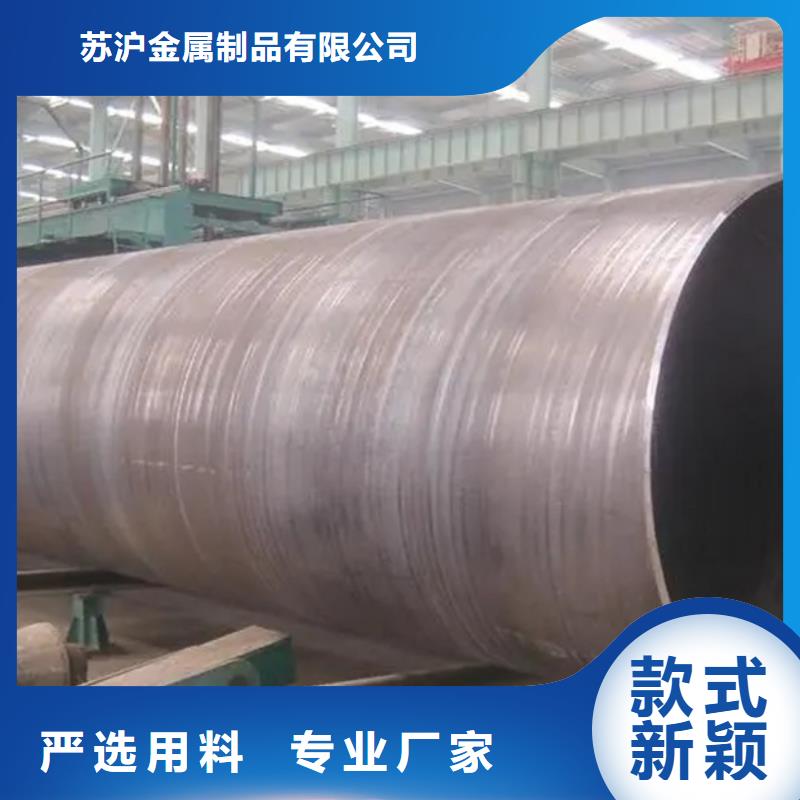
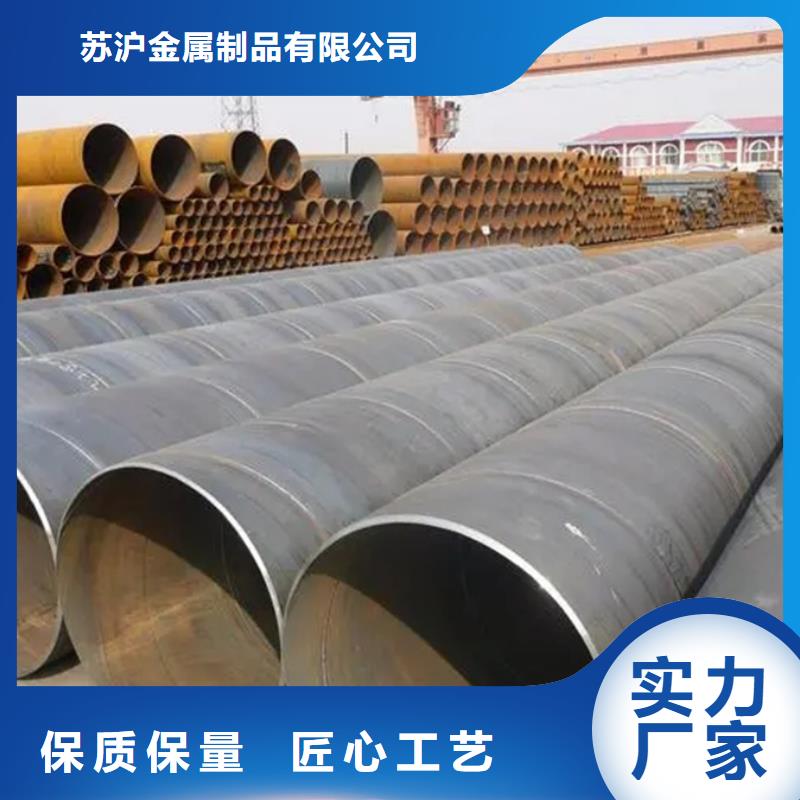
甘肃防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。

甘肃16mn螺旋管酸洗液体会从处进入平焊法兰颈内壁和钢管外壁之间的间隙。随后,在镀锌池中镀锌时,高温会使间隙中的液体转为气体并迅速膨胀,导致间隙内压迅速加大而胀裂焊缝,严重时甚至产生爆管。 因此,工程中优先选用带颈对焊法兰。下面,针对工程中应用的带颈对焊法兰进行选型分析介绍根据相关有限元参数分析,可得到影响带颈对焊法兰承载性能的主要设计参数的取值原则,总结如下: 1)甘肃16mn螺旋管颈部坡度。颈部坡度越小则法兰越紧凑,但这会加剧法兰颈根部应力。根据理论分析及相关试验结果,带颈对焊法兰颈部坡度取10


辊轮的安装斜度是可阔节的,通常安装倾斜角度小于45°。这种斜装辊轮承担着螺旋钢管前 进速度和旋转速度的双重作用。因此,螺旋钢管厂家在调节任何种速度时必须 兼顾另种速度的变化。它是在传送辊道上平行于钢管前方向安装若干对辊轮。每对辊轮中只为主动辊轮,另只为被 辊轮。主动辊轮表面加工有斜齿,当其转动时与钢管接触处产生寒力,带动螺旋钢管旋转。 螺旋钢管的全称即是螺旋缝双面埋弧焊钢管,螺旋管的生产工艺与他的名字一样,是以宽度1000mm以下的带钢、或者宽度1000mm-15000mm之间的卷板为原材料,在螺旋管生产设备中以螺旋缝双面埋弧焊的形式成型,根据客户的需求来截取相应的长度,如果长度无要求一般长度以6米/支或者12米/支截取。
