


nmgsy<甘南>神悦钢材有限公司
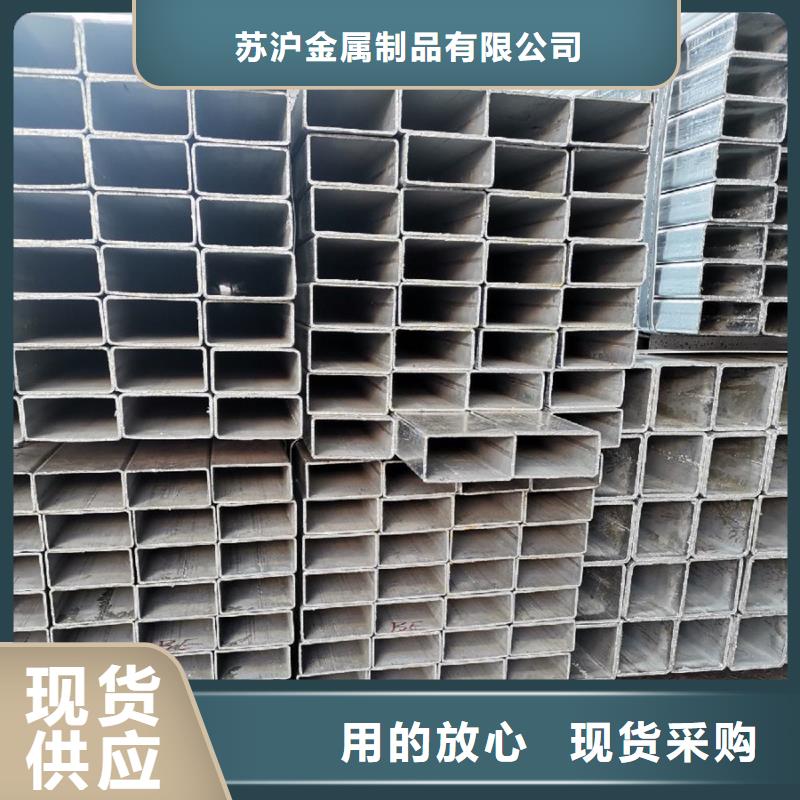
甘南制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 甘南镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。
钢基材涂层是常用的方法,也是所有方法中有效的。 甘南镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 甘南镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。


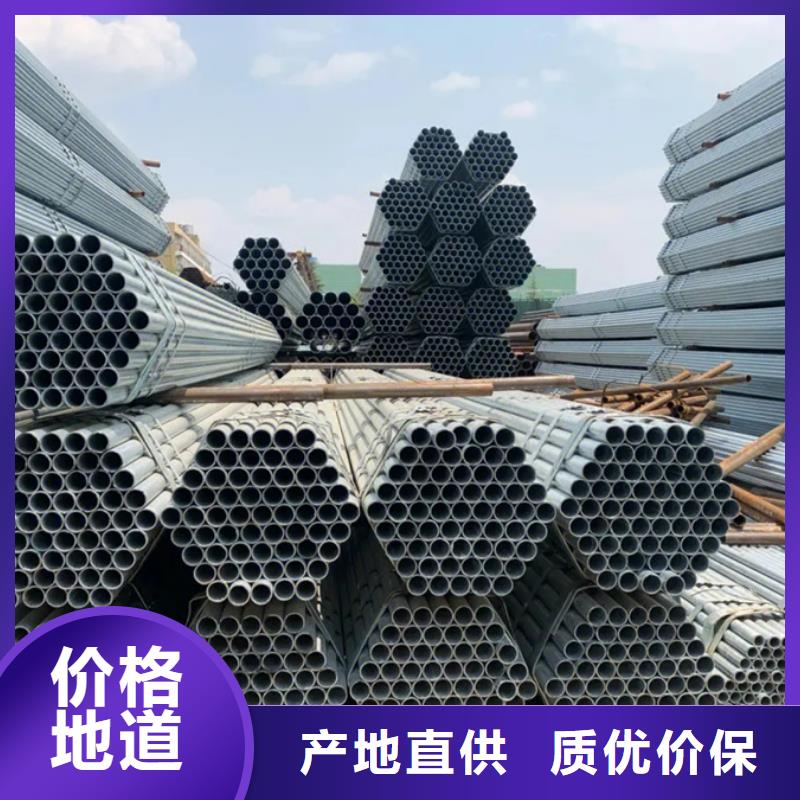
甘南镀锌无缝管多采用冷拔和热轧制造,冷拔镀锌无缝管多采用冷拔和冷轧协同加工制造。 镀锌无缝管比热轧钢管规格更多。准确、更光滑的表面,常用于机械零件的生产,有的镀锌无缝管在原厂前经过退火处理,有的不经过退火处理。镀锌无缝钢管的硬度大吗?首先我们来了解一下镀锌无缝钢管退火的效果。退火的关键作用是软化金属材料,提高延展性。 它用于各种金属材料的激光器。切削加工;甘南镀锌管退火是将钢材加热到适中温度,保温一定时间,然后缓慢冷却,获得接近平衡机理的热处理方法。退火的目的取决于均匀的成分、改善物理和使用性能、或减少热应力,以及为零件的终热处理工艺准备机制。大部分设备零件和工人毛坯及模具外壳退火后,可铸、锻、焊零件的热应力和构件的结构不对称。 钢的物理性能可以得到改善和调整,这是下一道工艺流程。 提前准备好您的组织。由以上分析可知,镀锌无缝管退火后成分均匀,金属材料组织变软,延展性提高,金属材料组织变软,延展性提高表明硬度 是降低的,也就是说,镀锌无缝管退火后硬度不易膨胀,反而会降低。镀锌无缝管中常见的钢种,45#镀锌无缝管的硬度较高,作为机械设备零件加工时会进行退火处理。
甘南热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。