


阜新桥梁不锈钢防撞护栏价格低出货快
云海旭金属材料有限公司
规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。在批准的规划(2013年-2030年)中提到,2030总规模约18万公里,另规划了8万公里的远期展望线。
这其中全国有由7条首都放射线、11条北南纵线、18条东西横线以及部分地区环线、并行线、联络线等组成,将形成上规模的高速公路系统。高速公路护栏用钢约300万吨因公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。
而护栏是道路设施的重要组成部分,也是高速公路主要耗钢部分。故本文公路用钢量的估算主要指高速公路护栏用钢,桥梁与用钢本文不做估算。高速公路护栏包括护栏板和立柱,立柱间距一般为2米和4米,2米间距立柱主要在危险路段使用。
高速公路标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。护栏用钢按每公里护栏板和立柱用钢计算。根据对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量约为90-100吨左右。
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。
由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。

 公路护栏产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。
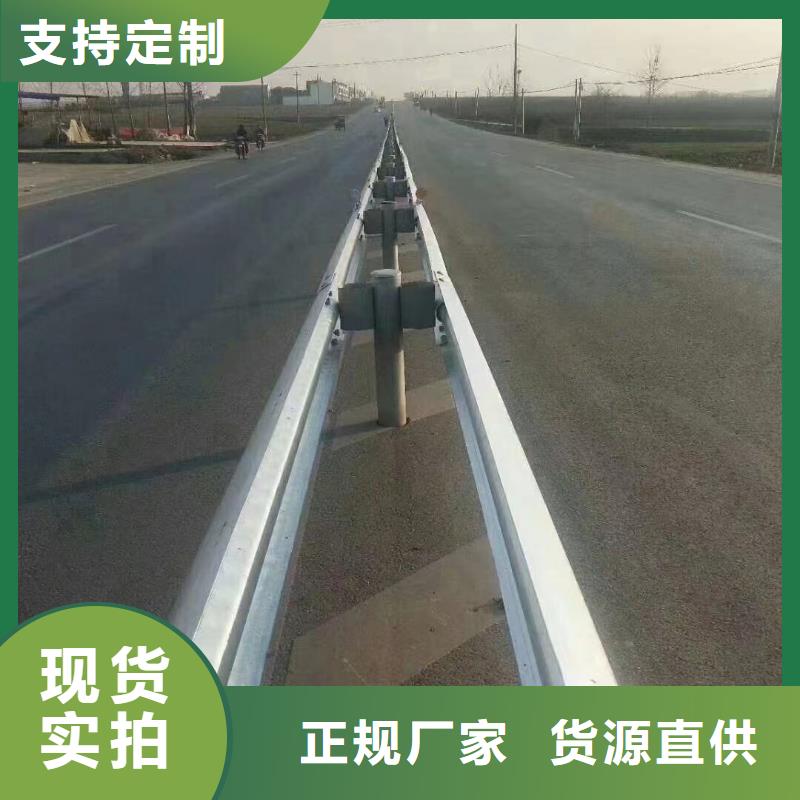
城市交通护栏的主要功能有:分隔功能:交通护栏将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,了道路交通的性,改善了交通秩序。阻拦功能:交通护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。
它要求护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。警示功能:通过安装要使护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。美观功能:通过护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调。
如稀土多元合金镀层波形梁钢制护栏.这一钢制护栏在凝露条件下的酸腐蚀试验表明,其耐腐蚀性能明显优于热镀层产品,镀层试验指标达到或高于标准和 标准的要求,抗腐蚀能力与普通热镀锌产品相比,可2倍以上。
公路护栏产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。
城市交通护栏的主要功能有:分隔功能:交通护栏将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,了道路交通的性,改善了交通秩序。阻拦功能:交通护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。
它要求护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。警示功能:通过安装要使护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。美观功能:通过护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调。
如稀土多元合金镀层波形梁钢制护栏.这一钢制护栏在凝露条件下的酸腐蚀试验表明,其耐腐蚀性能明显优于热镀层产品,镀层试验指标达到或高于标准和 标准的要求,抗腐蚀能力与普通热镀锌产品相比,可2倍以上。
 焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。

