



更新时间:2024-12-25 20:52:54 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |


搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
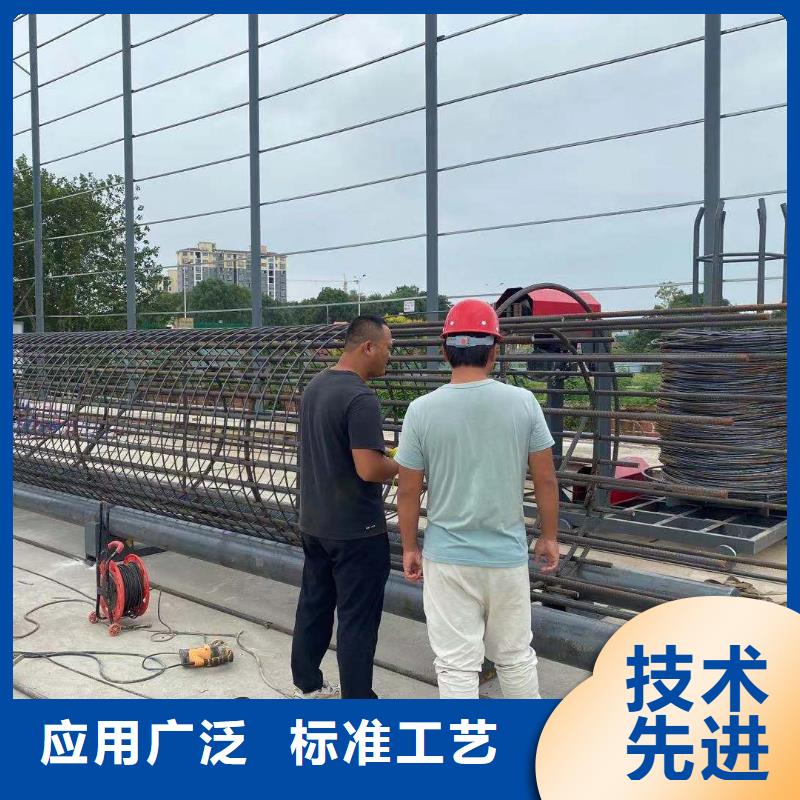
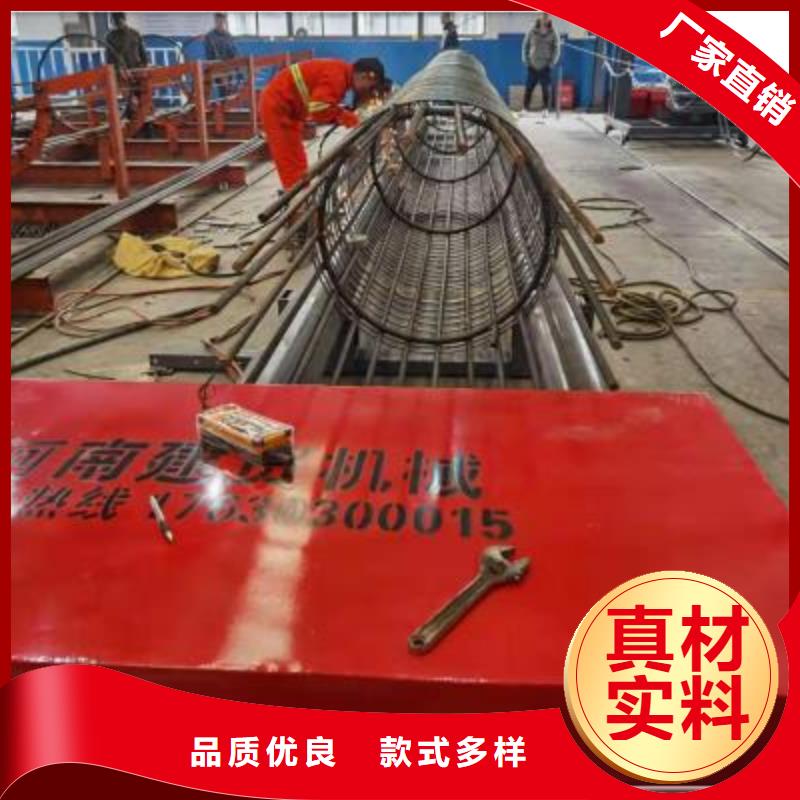
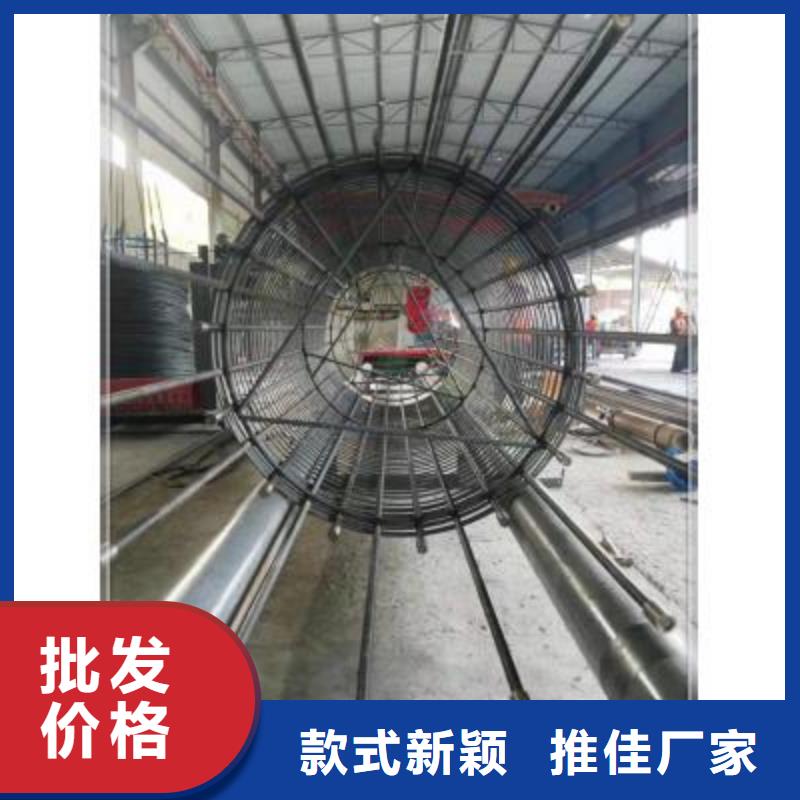
该钢筋笼滚焊机绕筋机生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要5-6人,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架,河南省建贸机械设备有限公司本着对客户负责的态度,先后成立了多组施工队伍,目的主要是通过实践来完善自己的设备,这样才能让设备发挥的优势,真正成为能用的好设备。这也是优于其它厂家的原因之一伴着十天高速设备顺利的生产,标志着我们的技术已经国内首屈一指了,它的笼子有将近八吨重,而且是双筋的,并且双筋不是平行的是竖直的,国内罕见,凭借我们的多年的加工经验成功的运行并投入生产,受到了客户的高度评价。二,经过多年的实践,河南省建贸机械设备有限公司设备已达到使用率,,主要是引用国际技术和采购国际设备配件,第二以工程带设备,增加实践的经验,第三培训优质工人,彻底带动设备使用率,不成为摆设,第四,永远强有力的售后保障体系,本公司对设备的使用状况有了一套完整的解决方案,欢迎垂询。
 数控钢筋弯箍机绕筋机进行挑选的时候,具体是如何挑选的,作为济南数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机要怎么进行挑选!
1.伺服电机。一定要挑选正规的数控钢筋弯箍机厂家,因为正规厂家一定会选用好的伺服电机,这样对他们的品牌和机器的口碑都是很重要的。
2.数控系统。大家现在购买钢筋加工设备都是首要选择的数控设备,由此可见,数控系统对数控钢筋弯箍机的重要性以好的厂家一定会选择好的数控系统,这样才能保证机器质量。
3.伸缩功能。采购数控钢筋弯箍机一定要选带有伸缩功能的机器,我给大家介绍一下伸缩功能的好处,伸缩可以控制钩长,把它控制到较短的位置,这样可以减少不必要的浪费。
建贸机械设备有限公司
数控钢筋弯箍机绕筋机进行挑选的时候,具体是如何挑选的,作为济南数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机要怎么进行挑选!
1.伺服电机。一定要挑选正规的数控钢筋弯箍机厂家,因为正规厂家一定会选用好的伺服电机,这样对他们的品牌和机器的口碑都是很重要的。
2.数控系统。大家现在购买钢筋加工设备都是首要选择的数控设备,由此可见,数控系统对数控钢筋弯箍机的重要性以好的厂家一定会选择好的数控系统,这样才能保证机器质量。
3.伸缩功能。采购数控钢筋弯箍机一定要选带有伸缩功能的机器,我给大家介绍一下伸缩功能的好处,伸缩可以控制钩长,把它控制到较短的位置,这样可以减少不必要的浪费。
建贸机械设备有限公司
 福建数控钢筋笼加工设备还是我们品质好
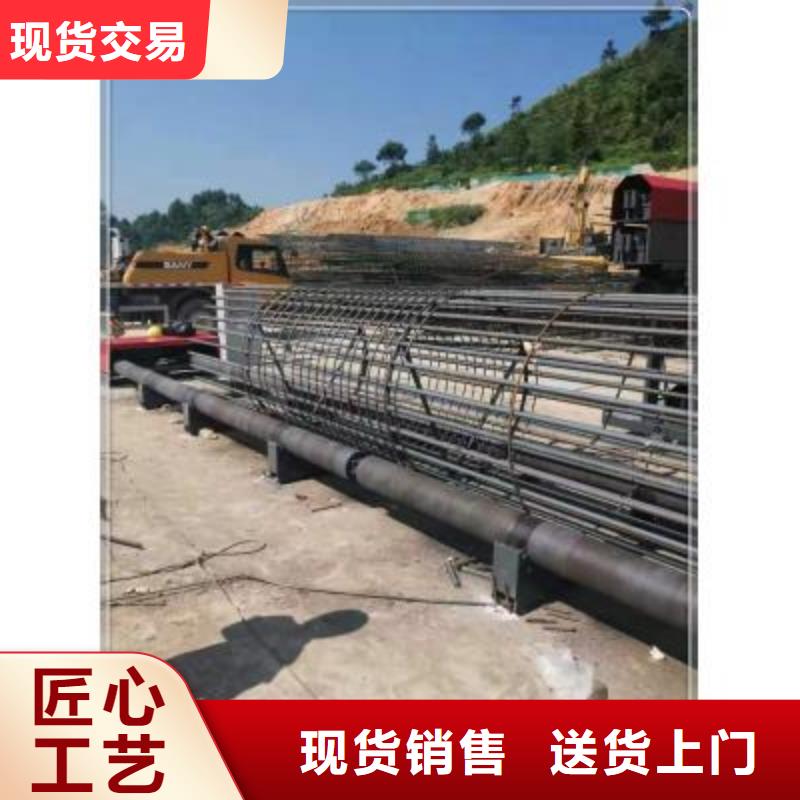
钢筋笼绕筋机格栅钢架按照断面曲率分节弯制完成后,先在加工场地上进行试拼。各节钢架拼装,要求尺寸准确,弧形圆顺,要求沿周边轮廓误差不大于3cm;钢架平放时,平面翘曲小于2cm。3. 技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:10~450mm可任意;◆ 功率:1500型以下设备14.5KW,2000以上型号设备20KW;◆ 滚焊速度根据操作手的熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采用坦克链式保护,确保设备运行。现场施工制作灌注桩是一种就位成孔,灌注混凝土或钢筋混凝土而制成的桩。常用的有:(1)钻孔灌注桩:用螺旋钻机、潜水钻机等就地成孔灌注混凝土而成桩,施工时无振动、不挤土,但桩的沉降量稍大。螺旋钻机宜用于地下水位以上的粘性土、砂土及人工填土等,钻削下来的土块沿钻杆上的螺旋叶片上升孔外,孔径300mm左右,钻孔深度8~12m,根据土质和含水量选择钻杆。
福建数控钢筋笼加工设备还是我们品质好
钢筋笼绕筋机格栅钢架按照断面曲率分节弯制完成后,先在加工场地上进行试拼。各节钢架拼装,要求尺寸准确,弧形圆顺,要求沿周边轮廓误差不大于3cm;钢架平放时,平面翘曲小于2cm。3. 技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:10~450mm可任意;◆ 功率:1500型以下设备14.5KW,2000以上型号设备20KW;◆ 滚焊速度根据操作手的熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采用坦克链式保护,确保设备运行。现场施工制作灌注桩是一种就位成孔,灌注混凝土或钢筋混凝土而制成的桩。常用的有:(1)钻孔灌注桩:用螺旋钻机、潜水钻机等就地成孔灌注混凝土而成桩,施工时无振动、不挤土,但桩的沉降量稍大。螺旋钻机宜用于地下水位以上的粘性土、砂土及人工填土等,钻削下来的土块沿钻杆上的螺旋叶片上升孔外,孔径300mm左右,钻孔深度8~12m,根据土质和含水量选择钻杆。

 数控钢筋弯箍机绕筋机进行操作的时候,要做好哪些方面的检查工作,作为数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机操作前要做好哪些检查工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋弯箍机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋弯箍机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。
数控钢筋弯箍机绕筋机进行操作的时候,要做好哪些方面的检查工作,作为数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机操作前要做好哪些检查工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋弯箍机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋弯箍机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。