


产品详细介绍




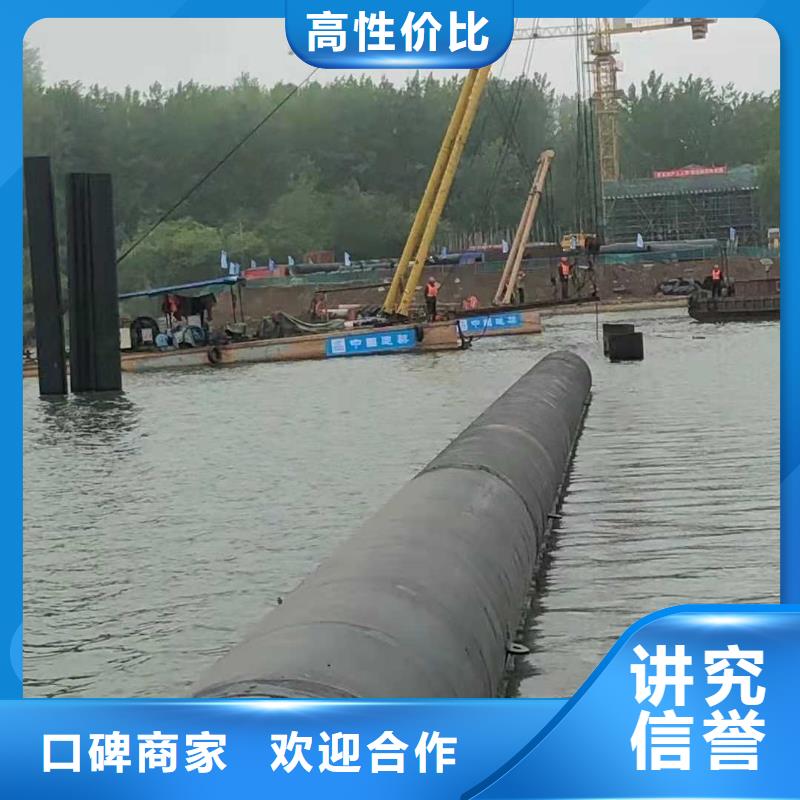
钢沉管焊接采用手工下向焊,在正式组焊前,根据现场环境,进行焊接设备与焊接工艺的认可试验,全部现场焊接作业,焊接设备,焊接工艺规程皆经监理工程师认可并由合格焊工执行,钢沉管组焊时,应减少错边量,从沉管顶中心分别向下组对。起吊时应充分考虑每一个吊点的受力是起吊的关键。按沉管体的长度和重量应安排5个起吊点,两头采用两艘起吊能力为80t的高竿吊装船,中间采用三艘起吊能力为40t吊装船来完成吊装。为了起见,另备一艘起吊能力为80t的高竿吊装船作应急备用,总起吊能力应大于沉管重的2倍。本工程采取半封航施工,起吊前各吊装船在自己的吊装点安装好吊装索具,等待航道封航。封航后,各吊装船立即实施起吊施工。起吊时,先由两头的吊装船开始,慢慢吊起,使沉管体从水状态变成垂直状态,同时,中间的吊装船也应收紧索具,稳定沉管道。沉管道吊起后,启动吊装船自身推进器,使沉管道在水面上作90°沉管位调整,缓缓移至沉管位,实施灌水下沉。

管道壁厚的选择需突破现有设计规范,对现行设计准则进行研究修正;大管径决定了单根管段重量 将达到30吨,运输、施工过程中的核算难度和工作量也将远远大于常规海底管线设计钢管制造、配 重层生产、海上安装等都达到目前国内海底管线工程预制及安装能力极限。沟槽找平沟槽整平采用潜水员配合工作船进行,在工作船上设置漏桶,由人工抛填。根据设计的碎石垫层300厚度,确定抛填的碎石的量,后由水面控制测量由潜水员水下用刮板找平。钢管组焊沉管原材料的Q235钢板螺旋成品卷管作为主材,沉管加工尺寸必符合设计要求。焊缝采用手动电弧焊双面焊接,每条焊缝均并按规定进行超声波探伤。钢管到达施工现场后,要进行原材料检查,确保沉管的质量。施工时不在阴雨天气和空气相对湿度超过80%的情况下露天施工,钢管组焊完成探伤合格后对每条焊缝应进行内、外防腐。
浮箱吊沉法是比较新的一种管段沉放法。通常在管段上方放4只方形浮箱,用吊索直接将管段系吊,浮箱分成前后两组,每组两只浮箱用钢桁架联成整体,并用锚索将各组浮箱定位,在浮箱顶上安设起吊卷扬机和浮箱定位卷扬机。管段的定位须在其左右前后另用锚索牵拉,其定位卷扬机则设于定位塔的顶部。这一沉放法的主要特点是设备简单,适用于宽度20米以上的大、中型管段。沉管法小型管段可采用方驳杠吊法,即在管段两侧分设4艘或2艘方驳船,左右两艘之间设钢梁作杠吊管段的杠棒。这一方法在沉放时较平稳,且在浮运时可以用左右的方驳夹住管段以提高稳定性。
虹吸清淤装置(水力吸泥装置)的优点在于:不需泄空水库不必专为清淤消耗水量清淤不受来水季节限制可以。
试压检查钢沉管位置是否。确认后由潜水员下水进行栓紧进水沉管在法兰盘螺丝的作业。然后进行水压试压验收。为了保证试验的准确性,水压试验应使用经检验合格并有效检定期内的力表。沉管道入水时,应打开排气阀认真进行排气,水压试验时,应有专人负责观察检查。机械操作人员工作前,应对所使用的机械设备进行检查,严禁带。严禁酒后作业2)钻机的钻进速度应按本方案的要求和结合现场情况确定,钻进速度不得超过钻机的额定负荷在焊接以后各层时,应将前一层的熔渣全部干净确定钢桩安放完毕且牢靠后,进行沟槽开挖,采用机械与人工挖掘相结合方式开槽,槽底余200毫米避免超挖,沉管道安装前统一采用人工清底(11)钢筋在绑扎及安装架设前。
