

联系我们

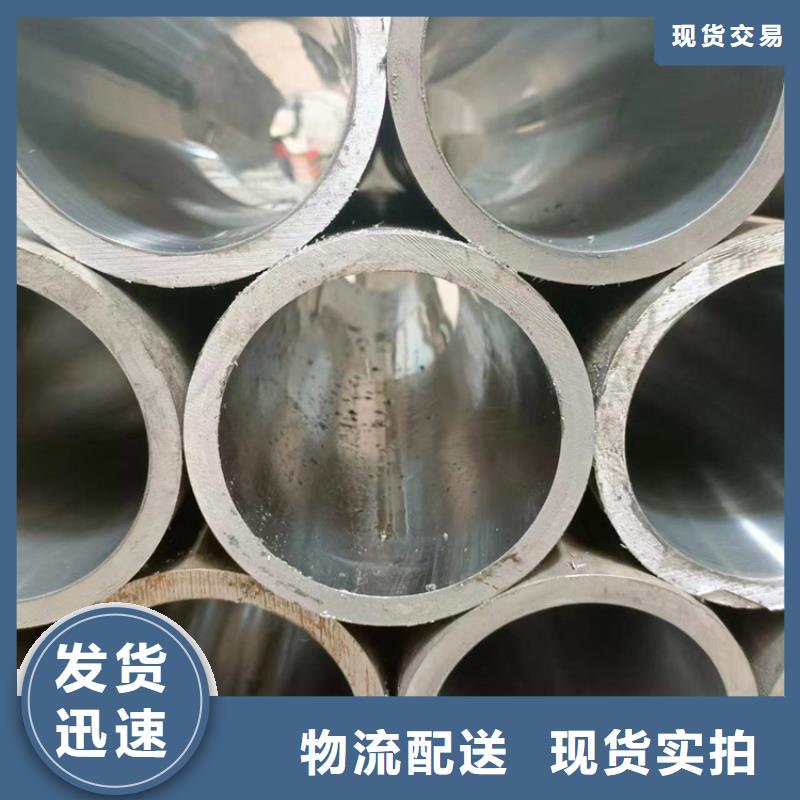
40/55油缸管
更新时间:2024-12-26 21:51:25 浏览次数:1 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸气缸机械加工 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工定制 |








佛山企业旺旺珩磨管绗磨管油缸管珩磨管专业知识问答1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。
佛山企业旺旺珩磨管绗磨管油缸管轧硬卷重一般在6~13.5吨,钢卷内径为610mm。一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。珩磨管与抛光管的区别珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
佛山珩磨管油缸管绗磨管随着珩磨管的使用越来越广,其产品质量也越来越参差不齐,珩磨管是重要的设备元件,除却材质的好坏能影响它的使用寿命之外,日常的保养也是提高其工作效率,增加其使用寿命的重要的措施。珩磨管在使用一段的时间之后,通常会出现一些较为微小的故障,一旦将它们忽视,小问题就会成为大问题。由于珩磨管的主要工作部分是活塞和缸筒部分,所以活塞与缸筒部分容易出现问题,所以该部分的保养也变得很重要。该部分常见的问题是活塞杆的划伤和缸筒的磨损,一旦该部分出现问题,珩磨管的正常工作就很难进行,所以要适时的检查与修补。珩磨管在工作时如果发出一些奇怪的声响,就代表油缸内出现问题,需要及时解决。

佛山企业旺旺珩磨管绗磨管油缸管如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。