
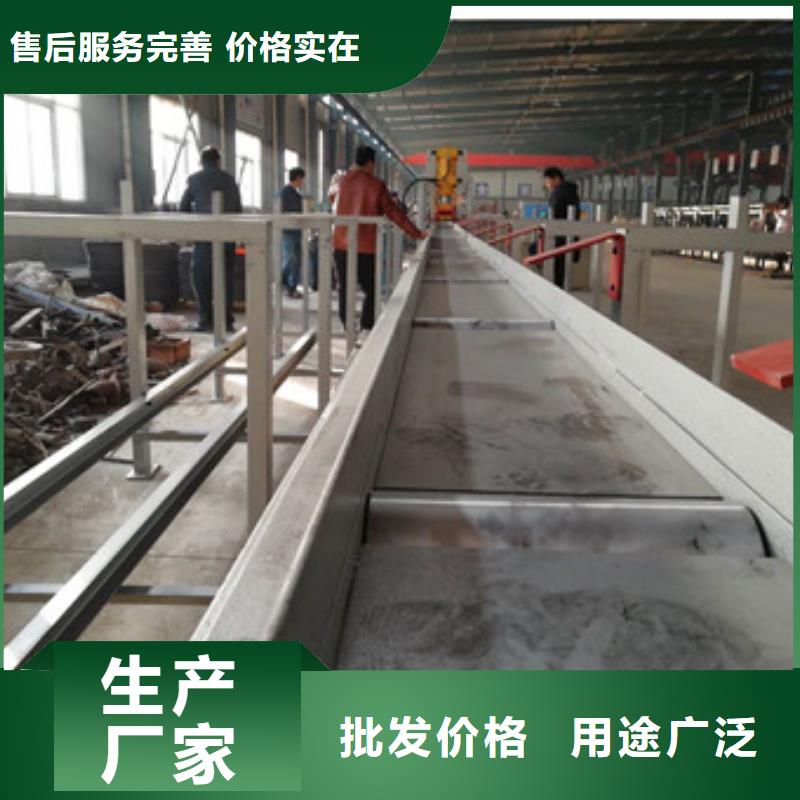




数控锯床设备特点全自动数控锯床,适用于批量生产连续切割。采用PCL控制系统可设置组不同数据连续切割。触摸屏操作,人机界面取代传统按钮控制面板。手动与自动双功能选择。采用拉线尺控制送料长度,精度高。在锯切中遇到锯带断裂或电机出现过载,都会自动且自动停。技术参数大锯切能力圆管mm方管*mm主电机功率KW液压电机功率KW水泵电机功率KW锯带线速度//m/min送料行程mm送料行程可根据要求定做。
中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品的工作台,左侧的装置为丝杆传过液压加紧油缸内孔,转动手轮或按住按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮于锯梁上面的轮固接,二者同步,左侧为锯条的回转运动,由主电机皮带轮涡轮付经两级变速将驱动传递到轮,再由轮锯条驱动被动轮来实现的,锯条运转速度共三挡。性能特点本机采用台湾技术,双立柱结构,保证导向精度,锯削稳定可靠。
 jmc
jmc
 机床的主要特征:
机床的主要特征:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调 整 。
3、锯切材料时锯条从夹 紧 虎钳中间经过,虎钳夹 紧 材料,防止锯切短料时不稳抖动造成拉齿。
3、由于其切削刀具 ,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的切割刀 具 。
4、结构布局合理,使用维 修 方便,是中、小型材料锯切节能的理想设备。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
 建贸机械设备有限公司
建贸机械设备有限公司
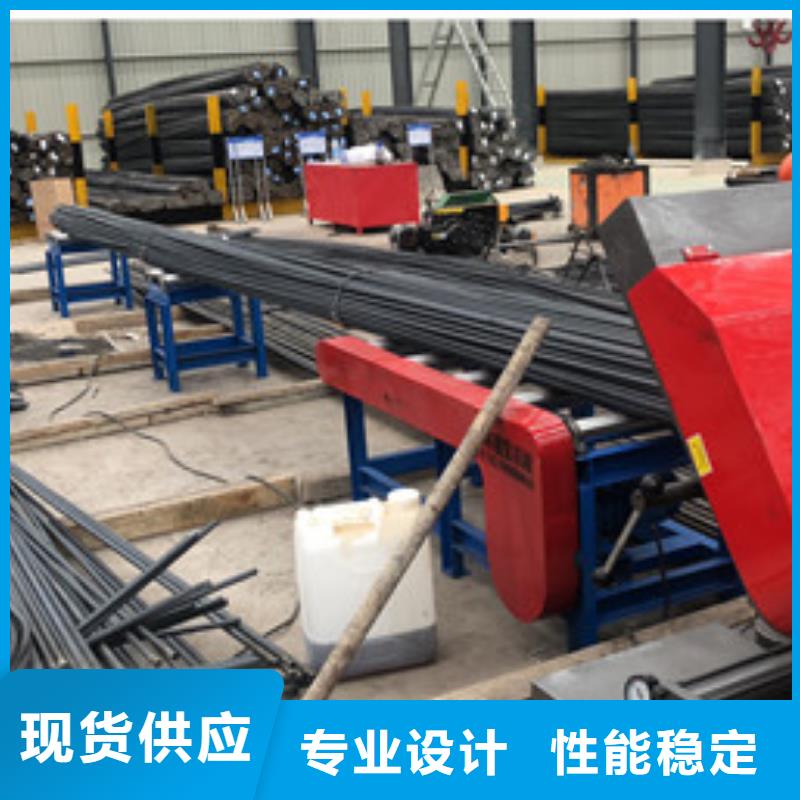
 钢筋带锯床供货商
钢筋带锯床供货商


