


我们的保温钢管,给水涂塑钢管用心制作视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:保温钢管,给水涂塑钢管用心制作的图文介绍

友骏管道有限公司位于经济开发区蒲洼城园区,交通十分便利。我厂从事 甘肃定西涂塑复合钢管的研发、生产、施工。通过多年来的不断创新和发展,产品已形成高品质的 甘肃定西涂塑复合钢管系列,更有一支的技术队伍和生产队伍。我厂产品质量稳定、信誉良好。我厂始终坚持诚信务实的经营宗旨,把客户的要求放在重要位置,以优质的产品、完善的服务与各界新老朋友真诚合作、共同发展、共创辉煌!



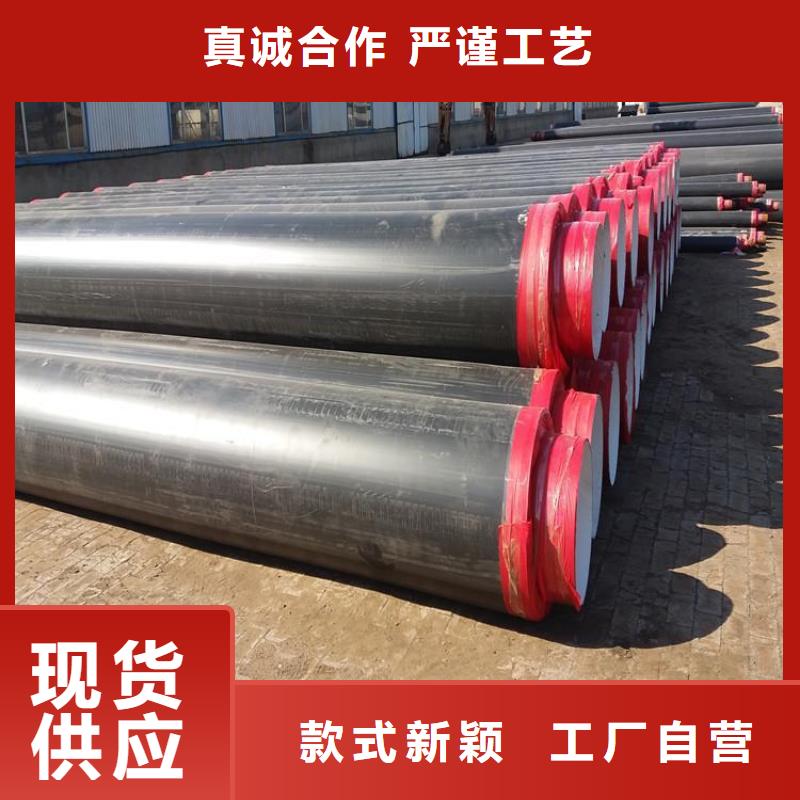
甘肃定西保温钢管保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的间隙,并具有一定的粘接强度,使钢管、外套管及保温层三者之间形成一个牢固的整体。聚氨酯直埋保温管泡沫具有良好的机械性能和绝热性能,通常情况下可耐温120°C通过改性或与其它隔热材料组合可耐温180°C。
1.甘肃定西保温钢管防腐层:保护外钢管避免腐蚀物腐蚀钢管,延长钢管使用寿命。
2.外护钢管:保护保温层免受地下水侵蚀,支撑工作管并能承受一定的外部荷载,保证工作管正常工作。
3.聚氨酯泡沫层:保证介质温度,保证外护管表面保持常温。
4.阻隔、反射层:保证有机泡沫材料不进入无机硬质耐高温层;反射耐高温层部分热量。
5.无机硬质保温层:耐高温,保证与有机保温层之间的界面温度,保证泡沫不被炭化。
6.减阻层:保证工作钢管热胀冷缩自由运动。
7.工作钢管:保证输送介质正常流动。



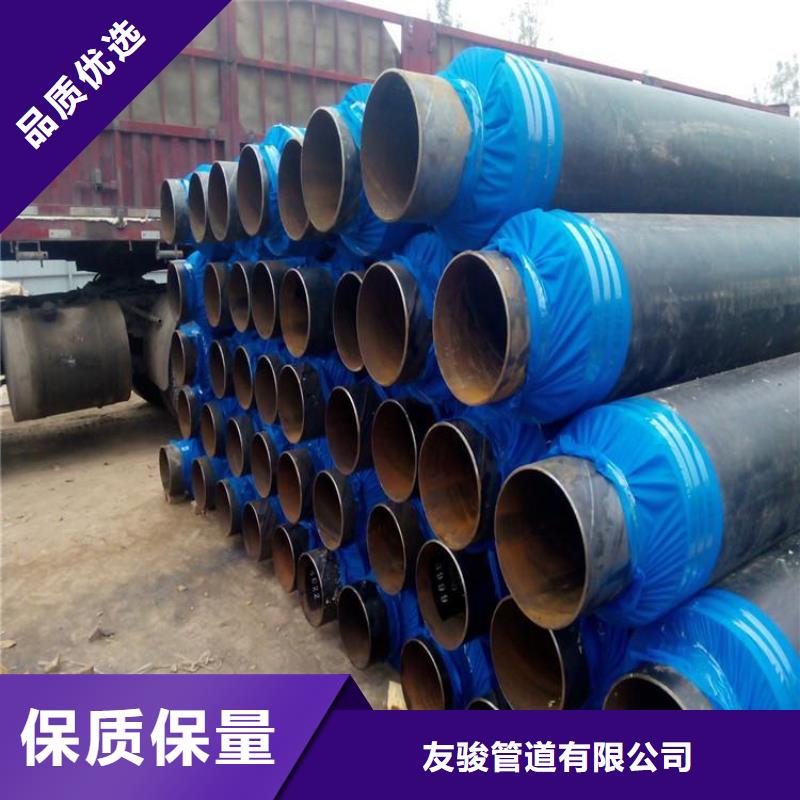
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。

