



型材拉弯拉弯厂应广阔客户需求,对天津拉弯机设备的组成停止细致解说。拉弯机可分为转台式拉弯机和双转臂式拉弯机以及各种专用拉弯机拉弯机设备的组成:放卷设备:由放卷机和小车组成,放卷直流电机带动放卷机放卷,液压控制小车的升降,小电机控制小车的进出。导辊:也叫稳定辊,前后各一对,用于稳定铝材程度的作用。S辊:前后各两对S辊,分别为入S和出SS辊为胶面,确保铝带不受刮伤,前后两对S辊自身的张力配合收卷的张力,使得铝带平直准确度更好。拉弯机主体:由三个单元工作辊组成,是对铝带停止弯曲矫直的主要部位。 收卷设备:由收卷机和小车组成,收卷直流电机带动收卷机收卷,液压控制小车的升降,小电机控制小车的进出。收卷机的张力控制造用卷取铝带,辅佐S辊张力停止拉弯矫直。液压站:为小车升降,卸卷推板进出,收卷预压力大小提供动力。 操作台:操作台上的按钮旋钮开关,完成主机手控制机器作业。
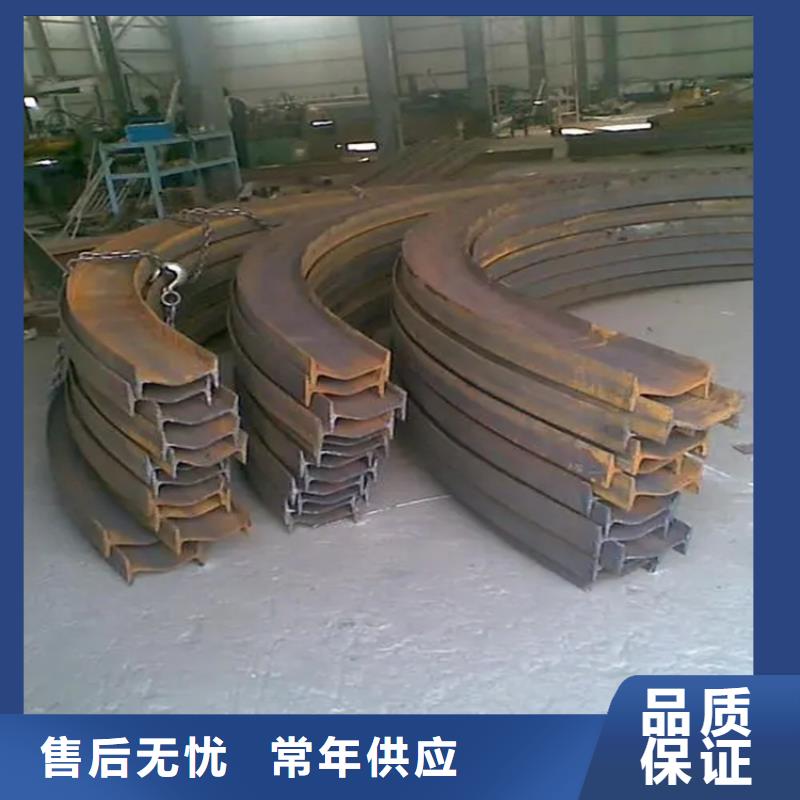
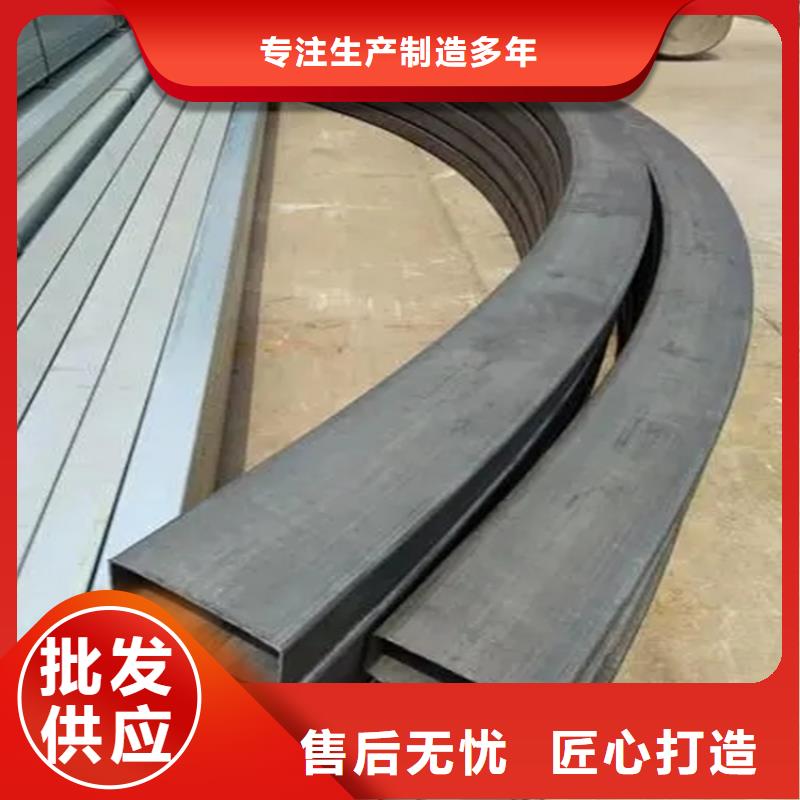
型材拉弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。拉弯的特点:1。一般的拉伸弯曲设备或工艺只能弯曲小于或等于180度的工件,不能像滚弯那样一次加工360度或更大的弯曲角度。2.弯曲时,工件的内表面是中性层,其余部分都是延伸的,即所有弯曲件在理论上都比原来长。3.拉弯不能形成半径小的工件,如果成形半径小,工件会经常出现断裂等不良现象。型材拉弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。
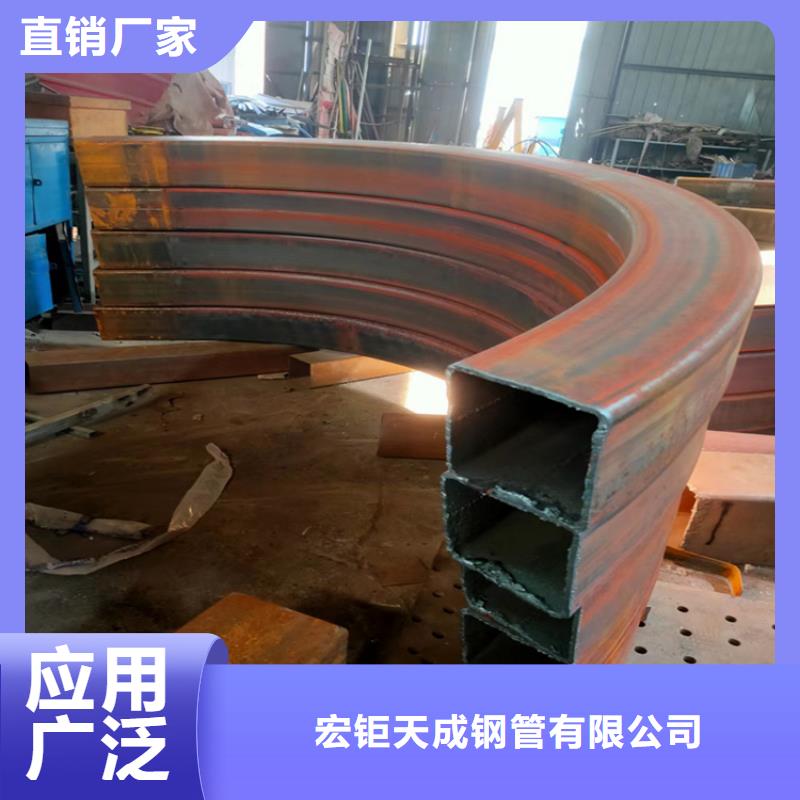
关于型材拉弯加工厂的应用介绍型材拉弯加工厂型材因为其良好的机械性能而广泛应用于航空和汽车工业中。型材拉弯加工厂型材拉伸曲折是指将型材预拉伸到资料的屈从限,在坚持的轴向张力的同时进行加载和曲折,型材拉弯厂使其进入模具的凹槽并成形的曲折进程。在曲折进程中,施加轴向拉力以战胜内侧起皱,截面应力分布,减少回弹,进步成形精度。这是型材型材拉弯中需求解决的首要问题之一。在拉伸曲折件的生产进程中,依据拉伸曲折件的外形规划,得到拉伸曲折模具的形状。即使轴向张力在技术规范规定的残余应变下尽可能地增加,因为型材零件的相对大的曲折半径,仍然存在数量的回弹。拉伸曲折的曲率仍然很小,所以拉伸后需求进行校准。在型材的拉伸曲折进程中,中性层以下的部分遭到纵向紧缩应力,径向和宽度方向也遭到紧缩应力。在三维压应力作用下,容易发生纵向缩短变形和径向增稠变形,严重时会产生起皱现象。贵阳型材拉弯厂型材的拉伸曲折首要是指在预拉伸到资料屈从限并坚持的轴向张力之前,型材被加载和曲折的曲折进程,从而将它们压入模具的空腔中构成。
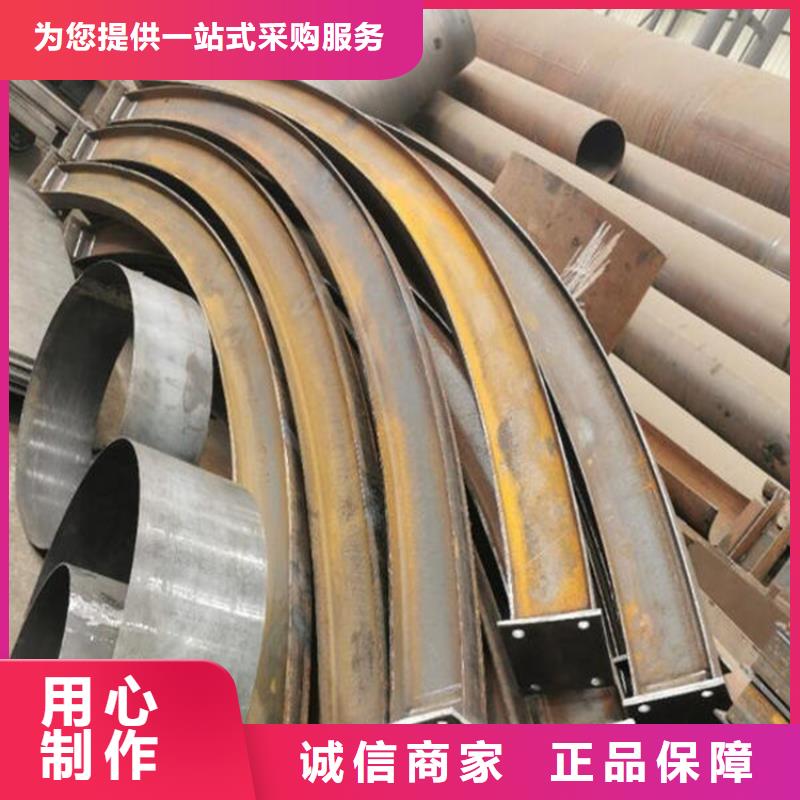
具体介绍一下型材拉弯的种类有哪些按加工工艺特性,型材拉弯可分成顶弯、压弯、滚弯和型材拉弯 压弯是常见的弯折方式。常用机器设备大多数为通用性的机械设备冲压机或四柱液压机,也有用专用型钣金折弯冲压机的。常见的滚弯机器设备是四辊卷板机。三辊卷板机按三点决策一圆的大道理,对方坯展开持续弯折。三辊卷板机具备2个传动系统辊(固定不动)和一个压下辊(可调式)。调整压下辊的左右部位就可以更改它与传动系统辊中心的相对性间距。型材拉弯时,板才放置传动系统辊和压下辊中心,传动系统辊正反面方位互换旋转,使板才重复运动。调整压下辊使之逐步压下,就可以将板才弯折成需要折射率的圆上、锥体面和折射率较小的单叶双曲面。压下辊一端可冉冉升起,有利于卸出钢件。此外也有四辊和多辊四辊卷板机,四辊卷板机用以出产厚钢板圆桶,四辊左右的多辊四辊卷板机,用多对辊筒将板才渐渐弯折成繁杂的型面。 针对精密度规则较高,长短和夹角规则很大、横着标准规则较小的弯折件,可在专用型的型材拉弯机里展开型材拉弯。
