


云海旭金属材料有限公司
 二种方式是构建锁定它的结构是使用双螺钉,即向下螺纹锁定模式。三个是摩擦锁定。这是使用广泛的锁定装置。以这种方式,不会产生通过与一对具有不断变化的外部正压的螺纹相对旋转而产生的摩擦螺钉对。该正压是通过两个辅助轴向或同时夹紧螺钉实现的。如果使用弹性垫圈,钢筋连接套筒,自锁螺母,尼龙锁紧螺母等。钢筋套筒这意味着锁紧螺母的拆卸相对方便,但在冲击、振动和可变载荷的情况下,螺栓预紧力因松弛而开始减小,振动频率增加,预紧损失缓慢增加,终会导致螺母松动和连接失效。四种方法是一种机械锁定。塞直接限制相对转动螺丝对。如使用开尾销,垫圈链式线等。由于止动器不会松开预紧螺母,而是向后落下以将止动器锁定在制动位置,因此这种锁定方法对于防止损失是不实用的。
钢筋套筒工程开工前施工技术人员要了解设计文件规定的钢筋接头性能等级应由该技术提供单位提交有效的型式检验报告.型式检验报告必须包括连接套长度、钢筋连接套筒外径、内径、锥度、扭紧力矩值、牙形角平分线垂直于锥面等参数.(3)钢筋连接工程开始前及施工过程中应对每批进场钢筋进行工艺检验工艺检验合格后方可在工程上进行钢筋机械连接操作.(4)要作好技术交底工作及时填写接头质量检查记录.(5)直螺纹的外观检验随机抽取同规格接头数的10%应满足钢筋与钢筋直螺纹连接套筒连接套的规格一致接头外露丝扣不超过三扣其它要求与锥螺纹的外观检验基本相同.钢筋连接对接头有特殊要求的结构应按设计文件注明的检验项目要求作相应的检验.
二种方式是构建锁定它的结构是使用双螺钉,即向下螺纹锁定模式。三个是摩擦锁定。这是使用广泛的锁定装置。以这种方式,不会产生通过与一对具有不断变化的外部正压的螺纹相对旋转而产生的摩擦螺钉对。该正压是通过两个辅助轴向或同时夹紧螺钉实现的。如果使用弹性垫圈,钢筋连接套筒,自锁螺母,尼龙锁紧螺母等。钢筋套筒这意味着锁紧螺母的拆卸相对方便,但在冲击、振动和可变载荷的情况下,螺栓预紧力因松弛而开始减小,振动频率增加,预紧损失缓慢增加,终会导致螺母松动和连接失效。四种方法是一种机械锁定。塞直接限制相对转动螺丝对。如使用开尾销,垫圈链式线等。由于止动器不会松开预紧螺母,而是向后落下以将止动器锁定在制动位置,因此这种锁定方法对于防止损失是不实用的。
钢筋套筒工程开工前施工技术人员要了解设计文件规定的钢筋接头性能等级应由该技术提供单位提交有效的型式检验报告.型式检验报告必须包括连接套长度、钢筋连接套筒外径、内径、锥度、扭紧力矩值、牙形角平分线垂直于锥面等参数.(3)钢筋连接工程开始前及施工过程中应对每批进场钢筋进行工艺检验工艺检验合格后方可在工程上进行钢筋机械连接操作.(4)要作好技术交底工作及时填写接头质量检查记录.(5)直螺纹的外观检验随机抽取同规格接头数的10%应满足钢筋与钢筋直螺纹连接套筒连接套的规格一致接头外露丝扣不超过三扣其它要求与锥螺纹的外观检验基本相同.钢筋连接对接头有特殊要求的结构应按设计文件注明的检验项目要求作相应的检验.
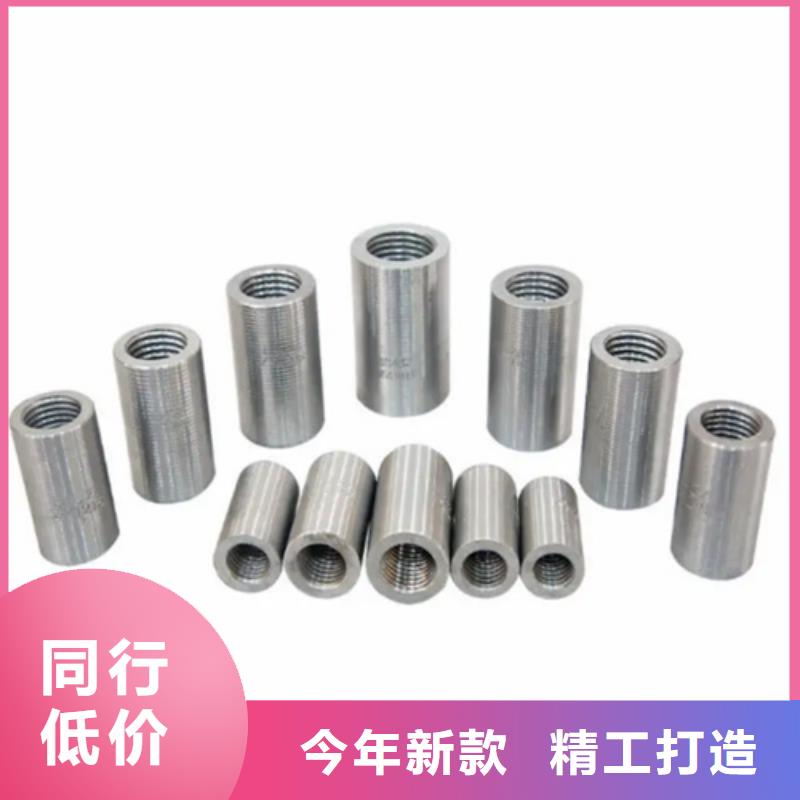
 钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。



云海旭金属材料有限公司
值得信赖的
大连正反丝钢筋套筒
生产厂家-
 厂家直销
厂家直销 -
 品质保障
品质保障 -
 售后无忧
售后无忧
免费热线服务:
0527-88266888
