





产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
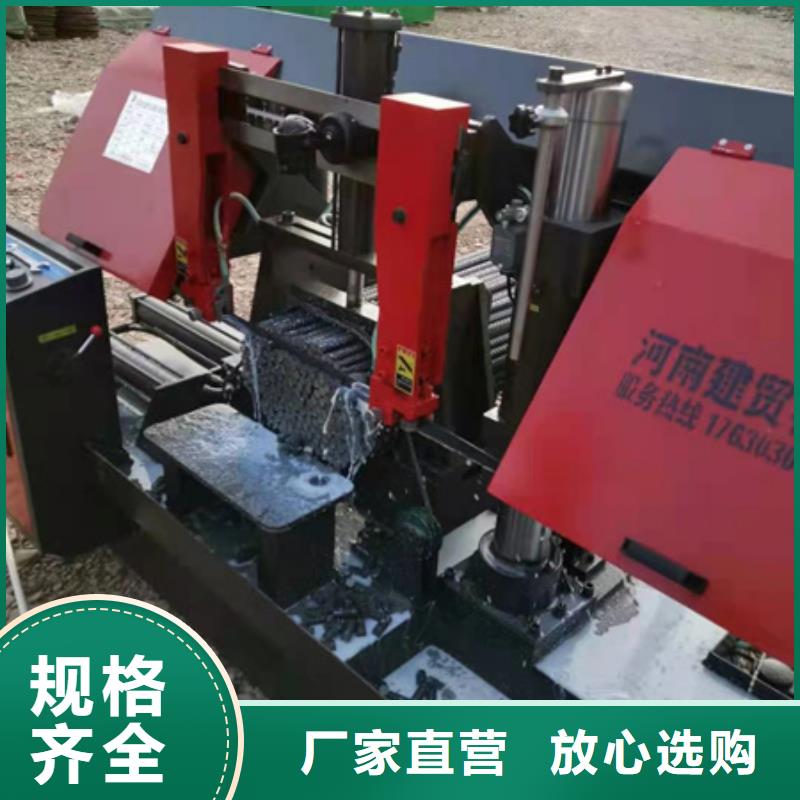
 崇左钢筋整捆锯切锯床热卖中
<崇左>建贸机械设备有限公司
崇左钢筋整捆锯切锯床热卖中
<崇左>建贸机械设备有限公司
钢筋带锯床外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作。
钢筋带锯床 从以前的角度看来,带锯床厂家。锯切设备就是非常简单的切断的工作,但是随着时代不断的应用,带锯床向着更化、数控化发展,是起点也是契机。
GB4240钢筋锯床是根据客户需求设计专业锯钢筋 经济型锯床,适用于高铁 隧道等工地的钢筋齐头 锯断;工作 采用液压 ,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
1.1. 本机床主传动采用蜗轮箱变速。进给采用液压传动工件 采用手动和液压混合式 具有结构紧凑操作维修方便等特点。
2.2. 该产品是全新设备(包括所有外购的液压、电气等元件),具有合理的结构、可靠性、耐久性、稳定性,操作简便。
3.3. 吸收国内外的先进技术,结合实际使用、设计锯床的经验优化设计使其具有较高的技术含量。
4.4. 产品的设计、制造,及配套件的选择应符合国标工业标准和国际电工标准,计量单位全部采用国际单位制
 jmc
18128
jmc
18128
GB4250主要特点:
切削速度液压控制,无极调速
导向块结构科学合理,延长锯条的使用寿命
双立柱结构,操作平稳
锯切稳定,精度高
工件夹紧采用手动夹紧,操作方便
可定制三向液压加紧装置
GB4250双柱龙门卧式金属带锯床系列,主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、
锯削精度高、操作方便、生产效率高等优点
GB4220卧式金属带锯床主要特点
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
