



更新时间:2025-01-01 18:00:45 浏览次数:1 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 天津 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
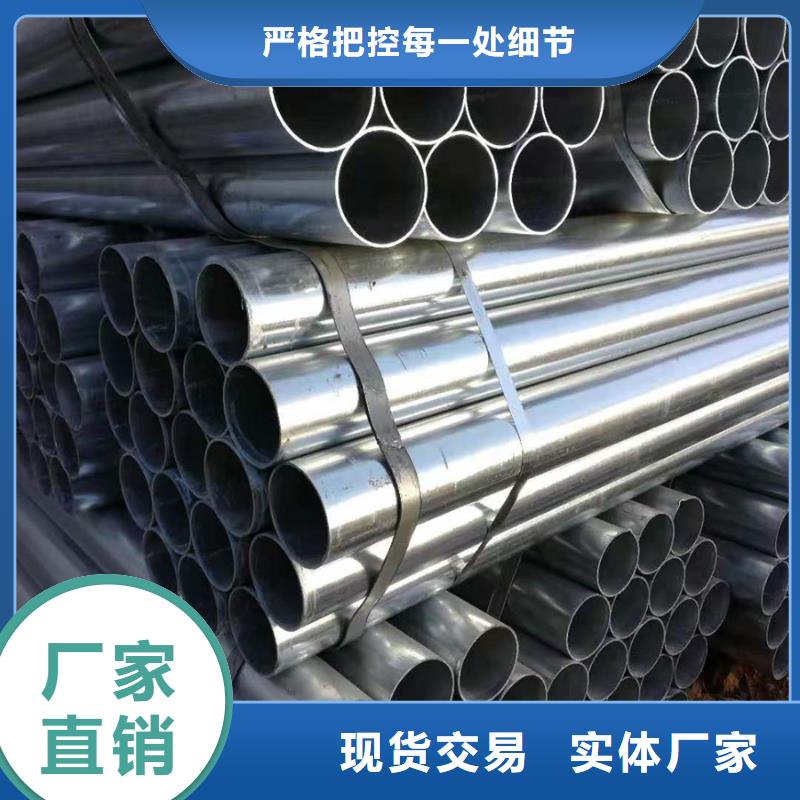
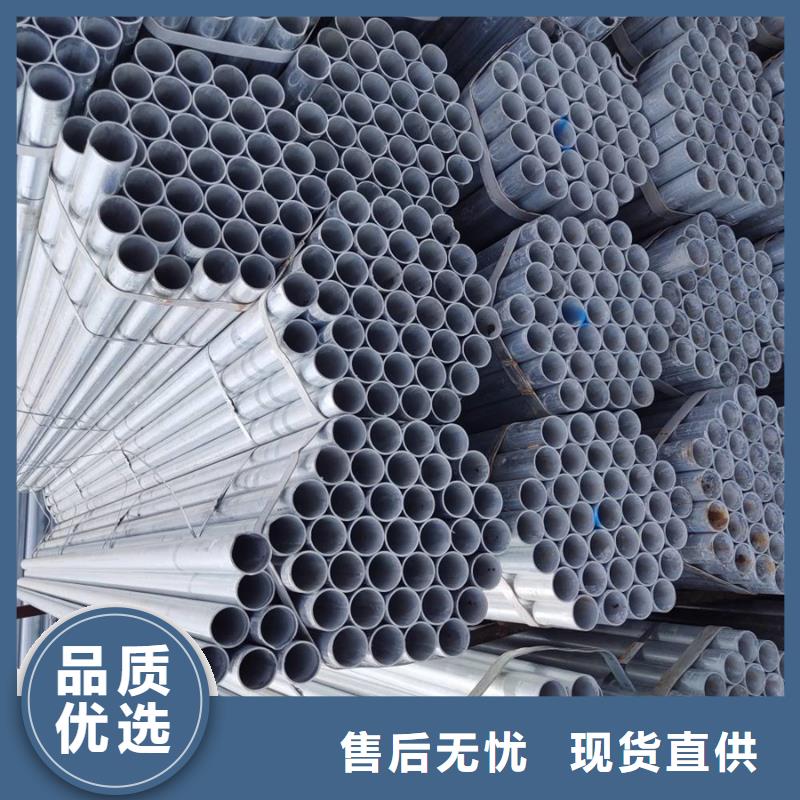
| 产品颜色 | 镀锌 |
| 质保时间 | 一年 |
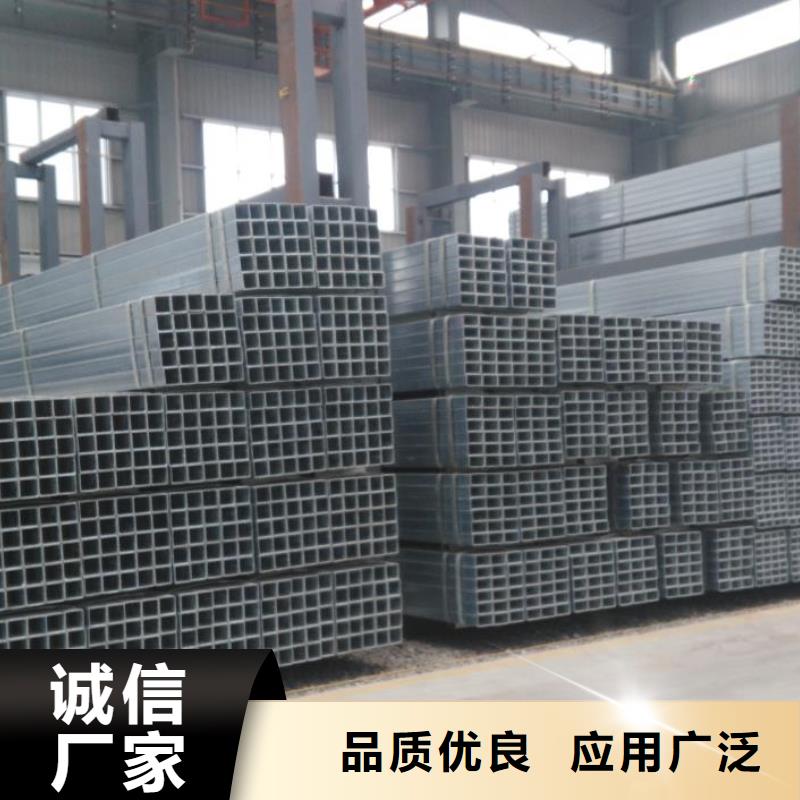
| 外形尺寸 | 圆形 方形 |
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 3米 4米 5米 6米等 |



<赤峰>神悦钢材有限公司
赤峰热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
16mn镀锌方管等温淬火是赤峰镀锌方管制造中的一项关键加工工艺。 等温淬火是减少赤峰镀锌方管变形和开裂的合理热处理方法之一,但如何正确选择这种加工方法应根据赤峰镀锌方管的材质、尺寸、强度和延展性,应有效选择变形要求和实际工作标准。现将等温淬火过程中必须注意的问题总结如下,供热处理工艺操作人员参考。 如对切削性能低的钢种进行等温淬火,应适当提高热处理的加热温度。 赤峰16mn镀锌管等温淬火受镀锌方管的钢种和尺寸限制。进行等温淬火时,基本标准是保证赤峰镀锌方管在整个冷却过程中不易出现高温变化。因此,赤峰镀锌方管的钢种和尺寸直接影响等温淬火性能。从含碳量来看,0.42%~0.68%之间的碳钢不适合等温淬火,0.6%以上的碳钢可以等温淬火。等温淬火的温度和时间应根据赤峰镀锌方管的特性规定,并参照钢种的C曲线明确。对于浴水溶液,为保证温度的稳定,应在物料中增加制冷设备,避免物料温度升高,影响热处理质量。


赤峰热镀锌方矩管也是各种战略武器不可缺少的原材料。气瓶等都需要无缝钢管制造。镀锌方管按截面积的不同可分为圆钢管和异型钢。 由于在相同直径标准下圆形面积较大,因此环形管可以输送大量液体。 此外,当圆形截面承受内部或外部轴向工作压力时,承受力比较均匀。 因此,大多数无缝钢管是圆钢管。 采用赤峰镀锌管自动焊接技术,替代单人电焊,获得电焊加速、均匀化的效果。虽然采购价格比较贵,但可以在不改变直径的管道上积极焊接,并且在严格按照既定的稳定速度进行电焊时,提供了稳定均匀的电焊效果。可调特性使该主动机也可用于大口径变径钢管,并可调节不同等级和金相分析常用管材的焊接时钟频率。
华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 赤峰热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。