
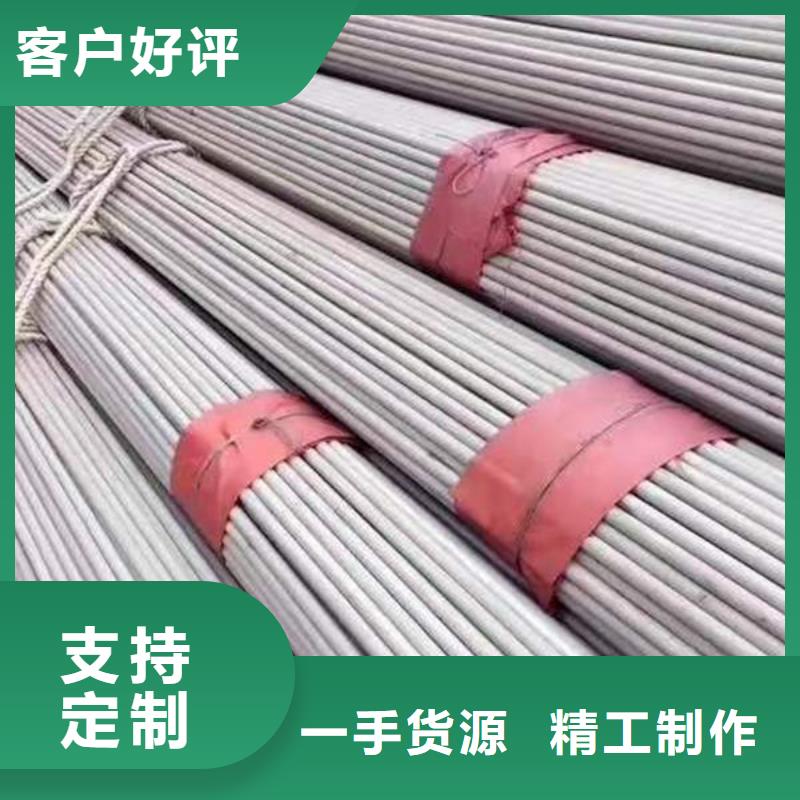








潮州螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代潮州螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了潮州螺旋钢管与焊管竞争的能力;70年代螺旋管与焊管钢材正并驾齐驱,世界潮州螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展潮州螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
潮州直缝钢管的生产工艺较为简单,主要生产工艺为高频焊潮州直缝钢管和埋弧焊直缝钢材;潮州直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于潮州直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的潮州直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径潮州直缝钢管的工业生产中,采用了T形焊接技术,即一小部分潮州直缝钢管被对接连接,以满足工程所需的长度;T形潮州直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和潮州直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
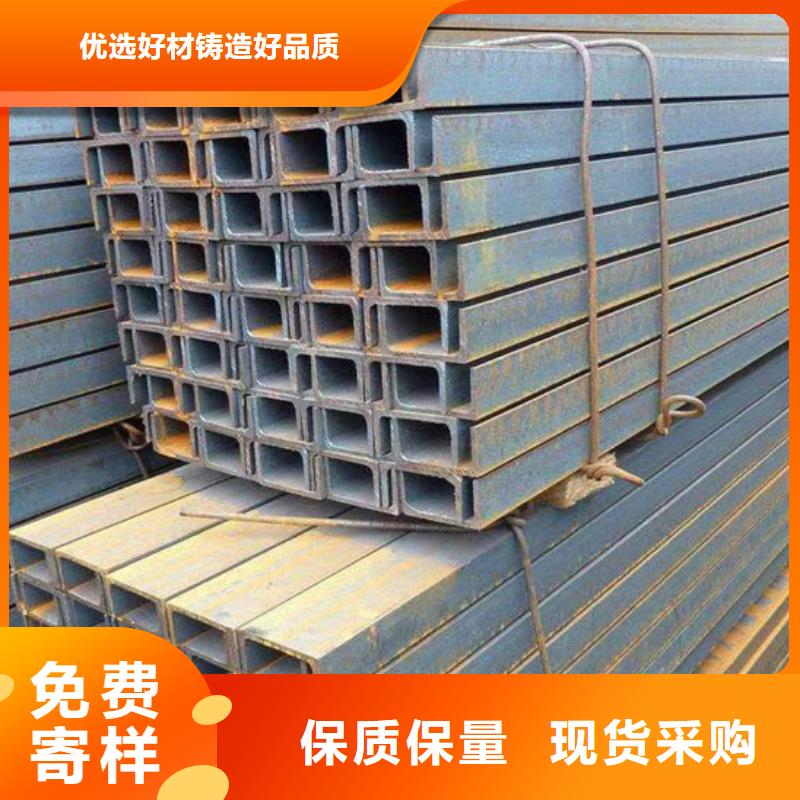
潮州角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架、电缆沟支架、动力配管、母线支架安装、以及仓库货架等。潮州角钢材属建造用碳素结构钢材,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产潮州角钢的原料钢坯为低碳方钢坯,成品潮州角钢为热轧成形、正火或热轧状态交货。
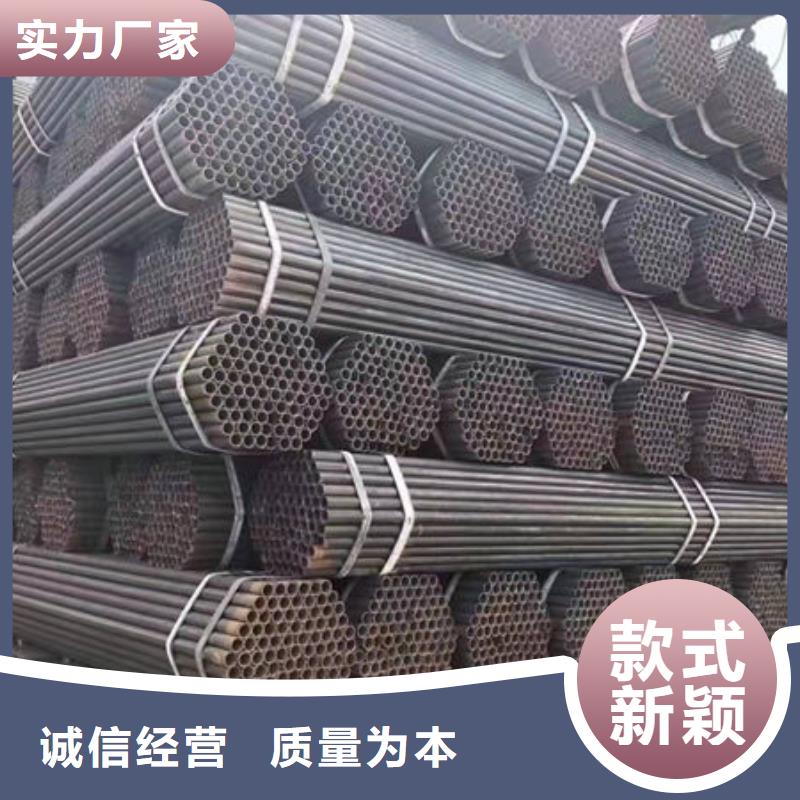
潮州螺旋钢管的连接可以有几种不同的方式。如圆柱形内螺纹套入圆柱形外螺纹;圆柱形内螺纹套入圆锥形外螺纹以及圆锥形内螺纹套入圆锥形外螺纹。后两种方式可以获得比较紧密的连接,所以也是常用的连接方式。管子用螺纹连接时,应在管子的外螺纹与管件的内螺纹之间加入适当的填料。常用的填料是油麻根和白厚漆。具体做法是:在套焊的管(外)螺纹上,沿着螺纹的钢材方向,缠绕一层薄而均匀的油麻根,再在麻根的表面涂以白厚漆,然后旋上连接件。必须注意的是,在使用麻根白厚漆时应避免使其进入管内,以免造成阻塞。在紧固好连接件之后,为了使接口清洁美观,应将多余的油麻根和白漆和揩抹干净。使用油麻根和白厚漆并不仅仅对于介质起着密封的作用。它对于加工出来的潮州螺旋钢管还起着防锈的作用。
