




想要更直观地了解【打孔波纹管】止水铜片质检合格出厂产品吗??产品视频,带你走进产品世界
以下是:【打孔波纹管】止水铜片质检合格出厂的图文介绍

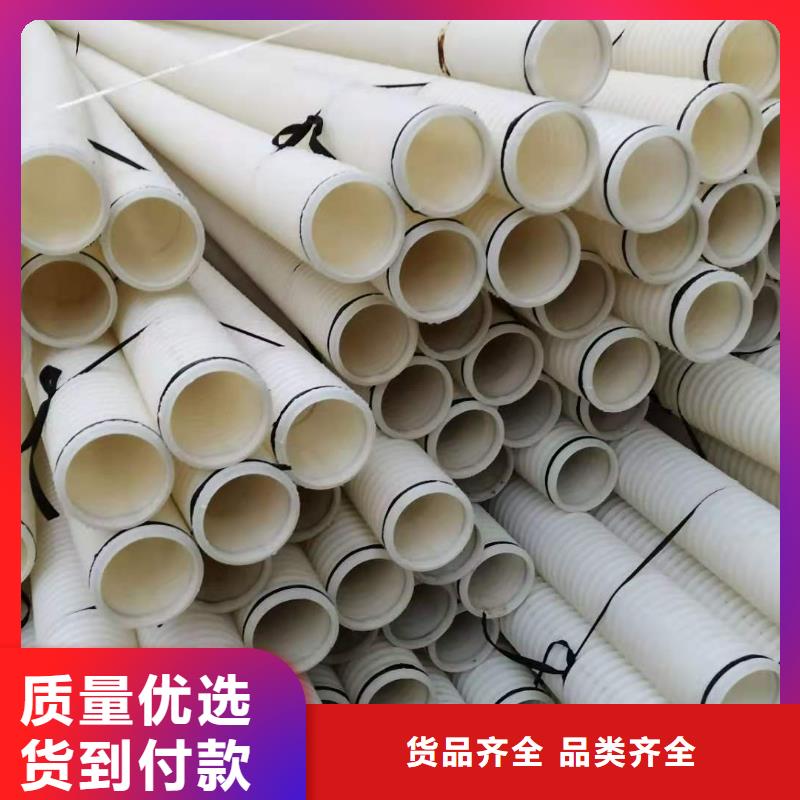
打孔波纹管在施工前应先确认PE矿用管道是否符合行业的标准要求,华尔网打孔波纹管如下几点: 1、外观:矿用PE管材内外壁应该光滑、平整、不允许有气泡、裂口和明显沟纹、凹陷等,外观色泽均匀,每根管材两端面应和轴线垂直。 2、壁厚偏差:管材同一截面壁厚偏差不超过14%。 3、壁厚:与公称外径、公称压力对应的管材小壁厚应符合标准要求。 4、不圆度:管材的不圆度不应大于5%。 5、扁平:PE管材被压至内壁重全,应无裂纹和破坏。 6、液压:在试验压力保压为100h,PE管材应无渗漏和破坏。 7、拉伸强度和拉断伸长率:拉伸强度不应小于9.0Mpa,拉断伸长率不应小于300%。 8、表面电阻:根据PE矿用管的用途不同,其表面电阻要求也不同。 ①供、排水用管:外壁表面电阻算术平均值不应大于1.0×10^9Ω; 华尔网打孔波纹管 ②正压风管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω; ③喷浆用管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω; ④负压风管:内、外壁表面电阻算术平均值不应大于1.0×10^6Ω; ⑤抽放瓦斯用管:内、外壁表面电阻算术平均值不应大于1.0×10^006Ω。 9、煤矿用法兰应大于或等于煤矿用PE管各项技术标准。


HDPE双壁波纹管装置需要留意事项要点宜合作土建预留沟槽。 华尔网打孔波纹管尺度规划未规定时,墙槽尺度深度为60mm. 墙的宽度~De40.凹槽的外表有必要平整,不得有尖利的凸起管道装置时,无轴向变形,穿过墙体或地板时,不该强行纠正。华尔网打孔波纹管与其他管道平行铺设时,应坚持必定的距离。室内装置,应民间点缀完成后进行,应与保存正确的孔或民间定理套筒装置之前兼容。热水系统管道穿墙面时,应合作进行土建工程设置钢套管,冷水管可以穿墙时。 打孔波纹管 可预留洞,洞口结构尺度较外径大50mm.管道敷设槽底部应光滑,没有杰出的尖利或硬物。管道出地平面处应设置护管,护管高度应高出规划地坪100mm.HDPE双壁波纹管衔接方法留意事项管道的衔接方法首要选用热熔衔接方法。 管道与管件只能热熔衔接一次,因此管道热熔前应细心清洗管道及衔接面上的油污、杂质和毛刺。留意管道插入管件的长度要合适,管件的衔接应构成均匀的法兰,假如法兰距离不均匀应重新衔接



hdpe双壁波纹管是一种高密度聚乙烯双壁波纹管pe管,是以HDPE树脂为首要原料、选用挤出成型工艺制成的一种内壁润滑平整、外壁为梯形或弧形波纹状、华尔网打孔波纹管内外壁波纹间为中空的的新式塑料管材,属聚烯烃类结构壁管材,首要用于埋地排水排污领域。抗外压能力强:外壁呈环形波纹状结构,大大增强了管材的环刚度,从而增强了管道对土壤负荷的抵抗力,在这个性能方面,双壁波纹管pe管与其他管材相比较具有显着的优势且工程造价低。现已开发应用的塑料波纹管中,依据出产塑料波纹管所使用的材料,可分为"HDPE波纹管"、"UPVC波纹管"、"PP波纹管"以及钢带增强波纹管等,其中双壁波纹管pe管的性价比是很高的。依据塑料波纹管的结构不同,波纹管又可分为单壁波纹管和双壁波纹管。双壁波纹管pe管现在被广泛的用于建筑物和路途的雨水和污水排放等管网工程,也可用于养殖场和矿井的通风和排气等工程。hdpe双壁波纹管公司山东圣大管业首要出产此类双壁波纹管。 打孔波纹管 hdpe双壁波纹管是市政管道,小区供水等多方面常用的一种管材。出产过程中总会遇到很多问题,比如内壁不平坦、分量不稳定、外壁有小孔等等,这些问题是什么原因导致的呢?计划购买hdpe双壁波纹管的消费者也能够通过这几种现象判断管材的出产是不是规范,质量是不是合格。hdpe双壁波纹管内壁不平坦一般由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当检查内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高一般是因为冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。hdpe双壁波纹管材冷却后脆性大,这是一个比较普遍存在的现象,首要是原材料的性能过差所致,比如填充料的比例过大,原材料内的水分含量超标等



金鸿耀工程材料有限公司地处羊里街道办事处,本公司是一家集生产,加工、销售、配送为综合服务为一体多元化的企业。优越的地理位置,便捷的物流配送,为企业发展提供了良好的外围环境。充足的库存,丰富的品种,齐全的规格,是满足用户大量需求强有力的保证。公司主营产品 广东潮州止水铜片。企业文化 经营理念:一诺千金,双赢互利,品质永恒。



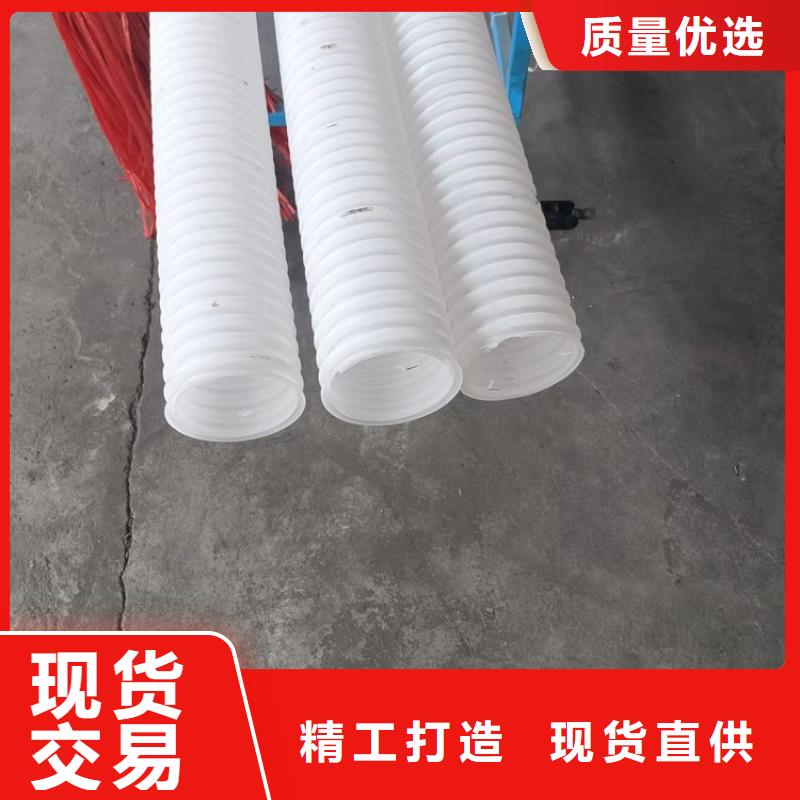
打孔波纹管,已经成为土木工程建设中排水的主要产品,华尔网打孔波纹管还被广泛应用于高速公路,市政工程及运动场等地,来看看这种埋在地下的波纹管是怎么制造出来的。 打孔波纹管采用的是挤出一次成型工艺,而原料是由一些高密度的聚乙烯(HDPE)塑料制成,这种材料耐腐蚀性能强,使用寿命非常长,在生产过程中先把准备好的聚乙烯塑料和一些添加剂放在一起,送入机器中让其充分搅拌混合。搅拌混合后的原料被送入到挤出机中,高温加热到230摄氏度,使得塑料颗粒被熔化后挤出粘稠的液体,被看从机器中挤出来的这一坨坨的很难看,就是用它们制造出那些带波纹漂亮的管子。 波纹管的成型模具是由上百对左右分开的模块组成,华尔网打孔波纹管通过每对模块循环的闭合和打开就可以不断的制造出波纹管。 挤出机头伸入到模腔中,随着每组模具的闭合就形成了波纹管的成型腔,挤出机把熔化的聚乙烯塑料注入到模具中,溶液会迅速填充到纹路中,随着模具向前移动模具中的冷却系统会让波纹管硬化成型,每对模具会自动打开脱模,模具向前移动继续循环成型波纹管。 通过几个带齿的转盘旋转,在波纹管的四周凹槽处打孔,一般都会打方孔这样能增加排水面积。 波纹管表面用一层滤布包裹并热压粘紧,这样可以防止排水沟上的孔洞被堵塞。 将水管按一定长度切断并缠绕在卷轴上,并用绳子固定,再用塑料薄膜缠绕就可以直接出厂了。 每一个产品都要进行抽样测试,通过压缩强度测试可以确保管道在承重时不会发生弯曲。


