

精密管的处理技术和普通的管道材料类似,也是冷轧和热轧两种方式,只不过在具体的操作流程方面,还是有很多的不同之处,比如在进行加热之后,需要再分别进入粗轧机、精轧机, 再控制轧制,整个流程相对而言还是比较复杂的,在完成之后,必须要进行出厂检测,这样才能保证这种管道材料的质量。 未来的精密钢管发展方向依然更多的是为了顺应市场,比如,根据市场的整体发展方向进行必要的整改,调整发展方向等等,虽然管道市场的发展变化算不上是瞬息万变,但是也必须要把握方向和脉搏,才能在市场中获得更大的收益。预计在未来的一年当中,精密钢管还会获得更好的发展,这也是中国工业发展的大势所向,需求量的增加,会极大限度的刺激生产,从而获得更大的。

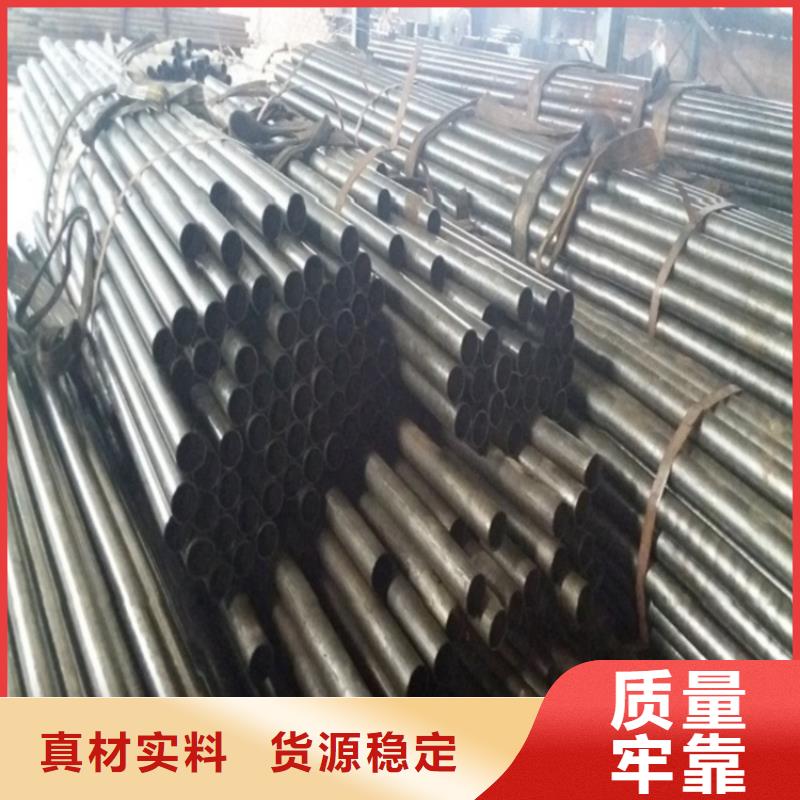
精密钢管是一种经过冷拔或热轧处理的高精度钢 管材料。由于精密钢管具有内外壁无氧化层、高压下无泄漏、高精度、高精加工、无冷弯变形、膨 胀、平整、无裂纹等优点,主要用于生产气动或液压元件产品,如气缸或油缸,可以是无缝管或焊 接管。精密管和无缝钢管的区别油后即成、无缝钢管主要特点是无缝焊接,可承受较大的压力, 产品可以是很粗糙的铸态或冷拔件 2.精密钢管是近几年出现的产品,主要是内控、外壁尺寸有严 格的公差及粗糙度。 冷拔精密钢管的特点:1.外径更小。 2.精密钢管高可做小批量生产 3.冷拔成 品精度高,表面质量好。 4.钢管横面积更复杂。 5.钢管性能更优越。金属比较密。热轧精密钢 管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 后进入粗轧机,粗轧料经切头、尾,再进入精轧机,实施计算机控制轧制,终轧后经过层流冷却和 卷取机卷取,成为直发卷;成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度,宽度精度比 较差,边部常存在浪形、折边、塔形等缺陷,其卷重较重,钢卷内径为760mm。将直发卷经切头 、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热 轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。
大金钢管制造有限公司
精密管生产中几个关键技术问题 1.对原材料材质的质量要求:精密钢管的原材料,除必须达到 普通高频电焊钢管原材料的基本要求外,还须满足一下几方的要求 1.化学成分:冶炼时,重点是 提高钢的纯净度,减少钢中的非金属夹杂物的含量,硫和磷含量要小于0.03%,为了适应后步冷变 形加工,硫含量 不要超过0.02%,因此要严格控制钢的化学成分,同时为保证产品具有良好的 力学性能,冷弯,焊接等工艺性能,还需适当增加一些N、M、V等元素。 2.钢带形状和尺寸:钢 带轧制时,应采用AGC和板形控制系统,提高钢带厚度精度和版型精度。同时还要采用控制冷却方 法,提高钢带的强韧性,纵剪钢带宽度尺寸精度要求控制,钢带边缘要无压痕和毛刺,以提高焊接 质量。3.钢带表面的锈蚀:钢带表面的黄锈为氧化铁的结晶水,在焊接过程中,高温会使其中的氧 氢折出,如不能排出,存在于焊缝之中,易产生气孔微裂纹,改变组织结构,降低材料塑形,降低 延伸率,所以要避免钢带表面锈蚀。 焊管成形工艺:焊管成形工艺,即焊管机组成型及定径部分 孔型设计和调整方法均会直接影响焊接质量的优劣。传统的成型工艺为辊式成型工艺,有单半径、 双半径;W反弯法成形孔型体系,加上二辊、三辊、四辊或五辊挤压辊,二辊或四辊定径来保证成 形质量。各种成型工艺技术,有不同优缺点,适合不同的条件,根据产品的大纲、产品用途应在设 备选型时慎重考虑、以选择不同的成型工艺技术。为了减少弹性变形,对于精密焊管机组加工变形 道次都比普通焊管道次响应增加2、3道次。
大金钢管制造有限公司