服务热线:13395196588

更新时间:2024-12-26 05:16:18 浏览次数:1 公司名称:无锡 新弘扬特钢有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6550-15600/吨 |
| 发货期限 | 1-5天 |
| 供货总量 | 200吨 |
| 运费说明 | 货到付款或现付 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 代理 |
| 产品材质 | 齐全 |
| 产品品牌 | 国内各大钢厂 |
| 产品规格 | 齐全 |
| 发货城市 | 无锡 |
| 产品产地 | 天钢,宝钢,冶钢,成钢等 |
| 加工定制 | 可以 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国· |
| 产品重量 | 0.1-10000000 |
| 产品颜色 | 黑 |
| 质保时间 | 1年 |
| 外形尺寸 | 都有 |
| 适用领域 | 机械,化工,设备,电厂等等 |
| 是否进口 | 否 |
| 质量认证 | A |
| 产品功率 | 大 |
| 工作温度 | 适合 |
| 外形圆管 黑皮 亮皮 | 包装捆装 散装等 |
| 长度1-15米长 | 性能合格 |
| 规格多 | 保质保量 |
| 材质多 | 运费合理 |






在塑性范围和直至规定强度(规定非比例延伸强度、规定总延伸强度和规定残余延伸强度)应变速率不应超过0.0025/s。”。这里面有一个很关键的问题,就是应力速度与应变速度的切换点的问题。 是在弹性段结束的点进行应力速度到应变速度的切换。在切换的过程中要保证没有冲击、没有掉力。这是拉力试验机的一个非常关键的技术。
其次是引伸计的装夹、跟踪与取下来的时机。对于包头流体管的拉伸的试验,如果要求取 力下的总伸长(Agt),那么引伸计就必须跟踪到 力以后再取下。对于包头流体管等拉断后冲击不大的试样,引伸计可以直接跟踪到试样断裂;但是对于拉力较大的试样, 的办法是试验机拉伸到 力以后开始保持横梁位置不动,等取下引伸计以后在把试样拉断。有的夹具在夹紧试样的时候会产生一个初始力,一定要把初始力以后再夹持引伸计,这样引伸计夹持的标距才是试样在自由状态下的原始标距。
能够这么做试验的包头流体管不多,请您在选购和使用的时候注意这几点。
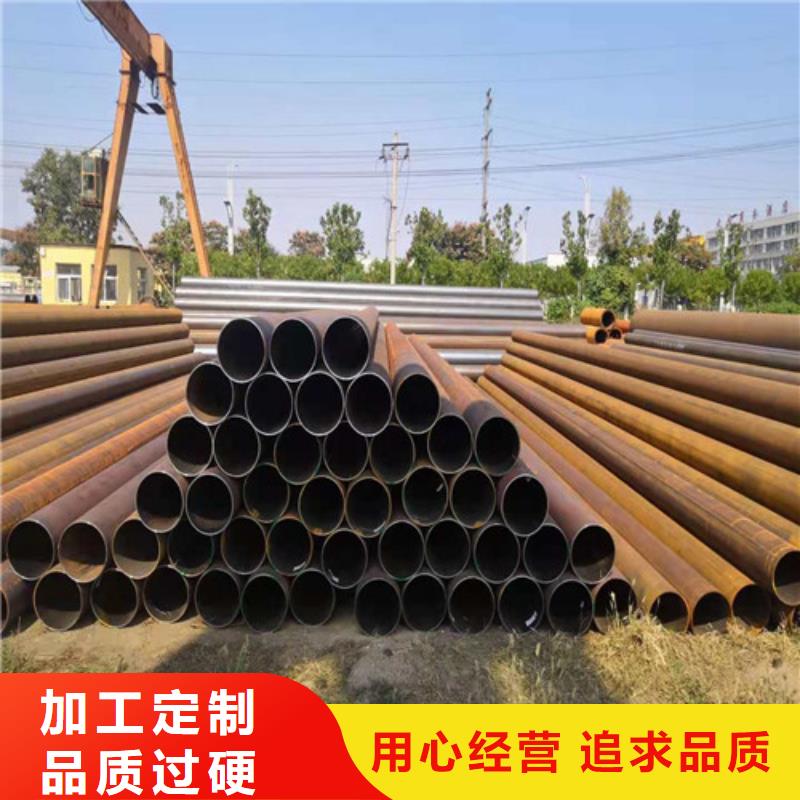
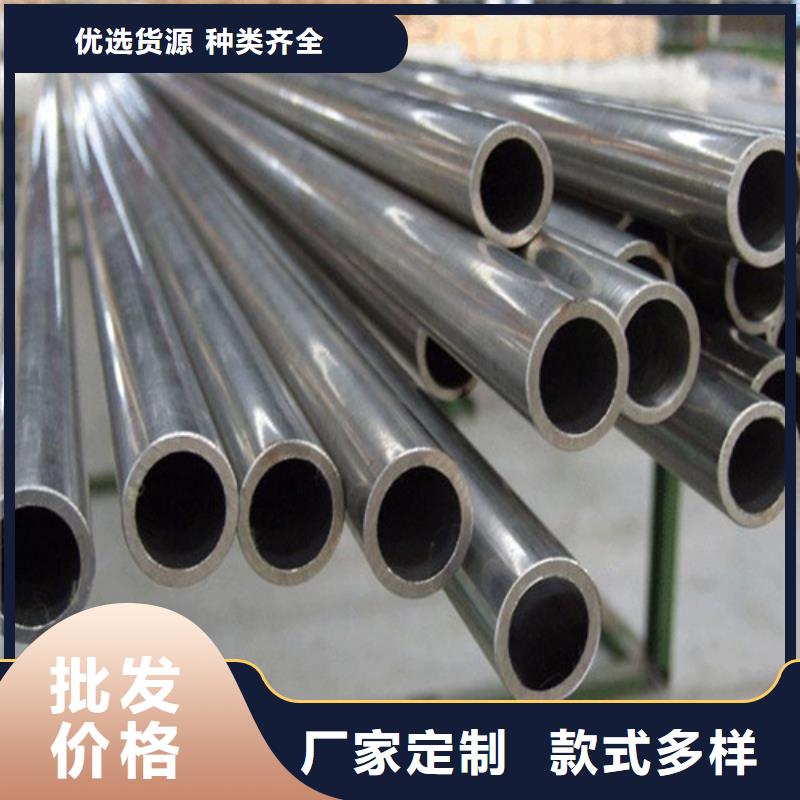
流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
性能影响
( 1 )碳;含碳量越高,钢的硬度就越高,但是它的可塑性和韧性就越差.
( 2 )硫;是钢中的有害杂物,含硫较高的钢在高温进行压力加工时,容易脆裂,通常叫作热脆性.
( 3 )磷;能使钢的可塑性及韧性明显下降,特别的在低温下更为严重,这种现象叫作冷脆性.在优质钢中,硫和磷要严格控制.但从另方面看,在低碳钢中含有较高的硫和磷,能使其切削易断,对改善钢的可切削性是有利的.
( 4 )锰;能提高钢的强度,能消弱和硫的不良影响,并能提高钢的淬透性,含锰量很高的高合金钢(高锰钢)具有良好的耐磨性和其它的物理性能.
( 5 )硅;它可以提高钢的硬度,但是可塑性和韧性下降,电工用的钢中含有一定量的硅,能改善软磁性能.
( 6 )钨;能提高钢的红硬性和热强性,并能提高钢的耐磨性.
( 7 )铬;能提高钢的淬透性和耐磨性,能改善钢的抗腐蚀能力和抗氧化作用.
为提高的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低,所以有了镀锌钢管。
高压管道安装同中、低压管道安装的要求大同小异,不过要求更高,规定更严,因此,除需符合中、低压管道安装要求外,尚应按下面要求执行。由于高压管的管壁较厚,所以弯曲时一般可以不灌砂。 [2]
用来安装的高压管段、管件、紧固件和阀门必须经检验合格,并附有相应的技术证明文件,运到现场后应妥善保管、标志明显、放置整齐。安装前,应将其内、外表面擦拭干净,同时检查其内通道有否异物,是否畅通。检查管口密封面和密封垫的粗糙度是否符合要求,在密封面上不得有影响密封性能的划痕(特别是径向划痕)、斑点等缺陷存在,除规定脱脂的管道外,在管口密封面和密封垫上涂以机油或黄油或白凡士林保护。
经检查合格的高压管管端螺纹部分,除规定脱脂的管道外,应涂以二硫化钼润滑脂或石墨机油的调合剂保护。
高压管
高压管
管道安装时,应使用正式的管架固定,与高压管子、管件接触的管架上,应按设计要求安装保护套管。安装高压法兰时应露出管端螺纹的倒角。安装密封垫时,不要用金属丝吊放,事先应在管口及垫上涂以黄油,软金属高压垫片应准确地放入密封座内。
法兰螺栓应对称均匀地拧紧,不得过度,螺栓拧紧之后,两法兰应保持平行同心,露在螺母外面的螺纹应为2~3扣,至少不应少于2扣,并使各个螺栓的外露长度基本一致。
在安装过程中,不得用强拉、强推、强扭或修改密封垫厚度等办法来弥补制造或安装误差。管道安装工作如不可能连续进行和完成,应及时封闭敞开的管口。管道上的仪表取样部位的零件应与管道同时安装。
合金钢管进行局部弯度校正时,其加热温度一定要控制在钢材的临界温度以下。
在管道系统安装完毕之后,应复查管道上的钢印标记,若发现某处漏打钢印,应根据原始依据及时补上。
焊接式连接1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。3、镀锌钢管管口对接后,管口部位出现砂眼:4、焊接时由于技术原因造成。5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。车丝式连接1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。3、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。