
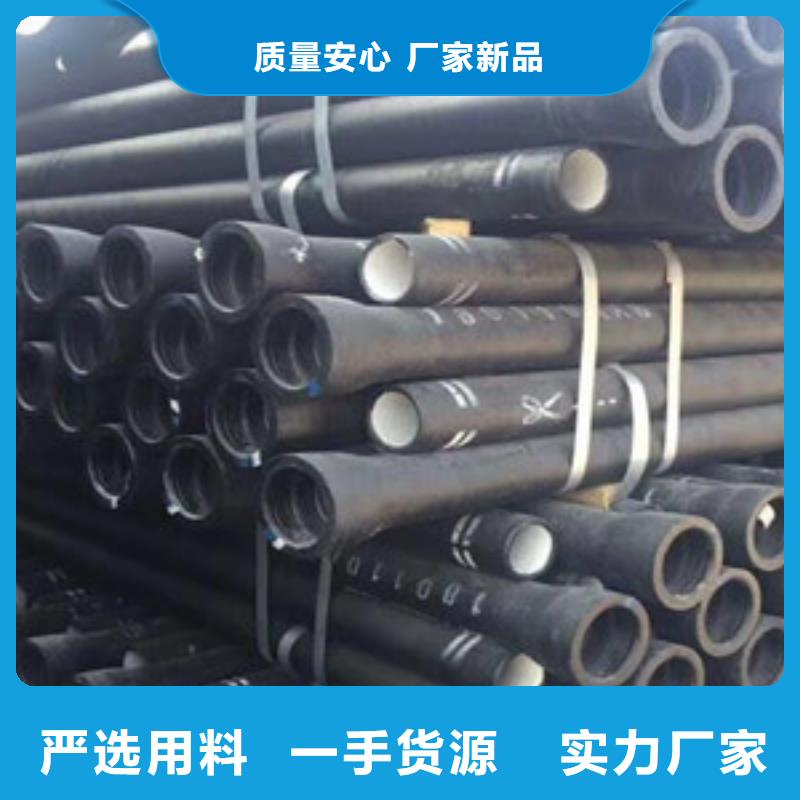





机械下管采用软绳索绑扎管,绑扎点距管端约四分之一处,注意轻吊轻放,严格执行吊车规程。人工下管时在管沟边用两木板作为下滑支架(防止管沟塌方),木板上垫橡胶,用两软绳固定在两支点上,人工控制另二支点缓慢放绳。北海球墨铸铁管和北海球墨铸铁管件是采用冲天炉炼铁,经过电炉调质球化处理??离心浇铸制芯稳重退火喷锌整圆与打磨水压试验水泥内涂养生外涂沥青等工序严格按照标准GB/T13295-2013和ISO253-98E来生产。我公司生产实力雄厚,技术设备,中频电炉、光谱分析仪等 关键设备为国外进口,离心成型、退火、喷锌、精整、包装等整条生产线居国际水平。管道吊装下沟:利用吊车吊管下沟,在吊车无法进入点采用人工下管法下管。
粘接连接有着施工简便、固化速度快等优势,被广泛应用于排水系统。优点:粘接界面应力分布均匀;防止金属发生电化学腐蚀;保证结构部件疲劳强度;粘接工艺设备投入低,使用简便,快速,,节能;适应性强,能满足特殊需求,比如导热、导电、耐油等。缺点:粘接层的抗剥离强度、不均匀扯离强度和抗冲击强度较低。格瑞HDPE双壁波纹管、青岛PE给水管、格瑞柔性铸铁管,格瑞北海球墨铸铁管公司的离心北海球墨铸铁管及配套管件具有高强度、高延伸率、抗腐蚀等卓越性能。产品主要用于城市输水、输气等液体压力主管道。
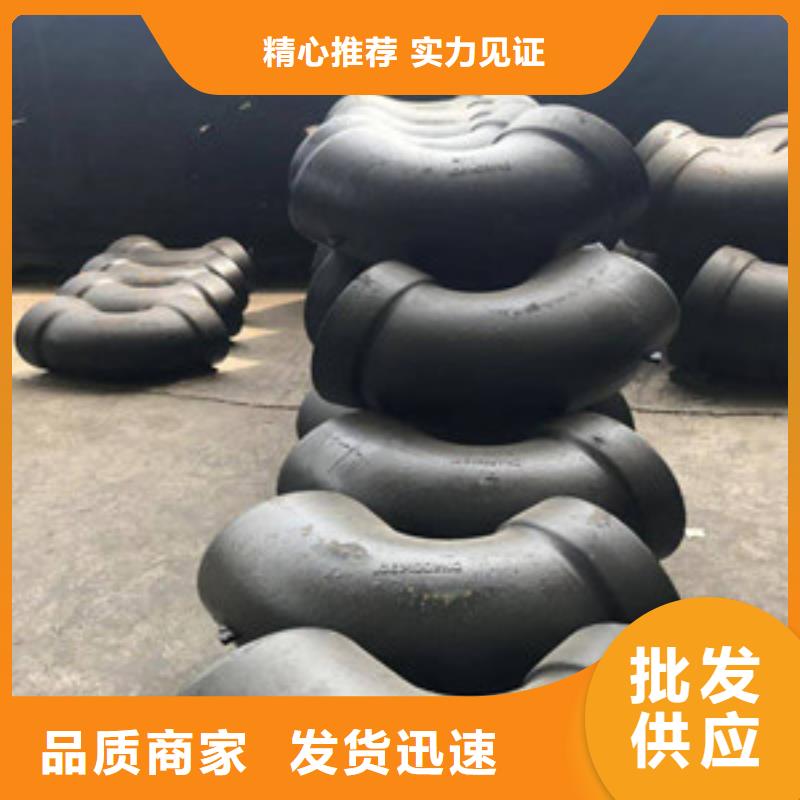
管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径北海球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。北海球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重北海球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。