

联系我们

工字钢价格更多
更新时间:2024-12-28 08:10:36 浏览次数:1 公司名称: 宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 买家负责 |




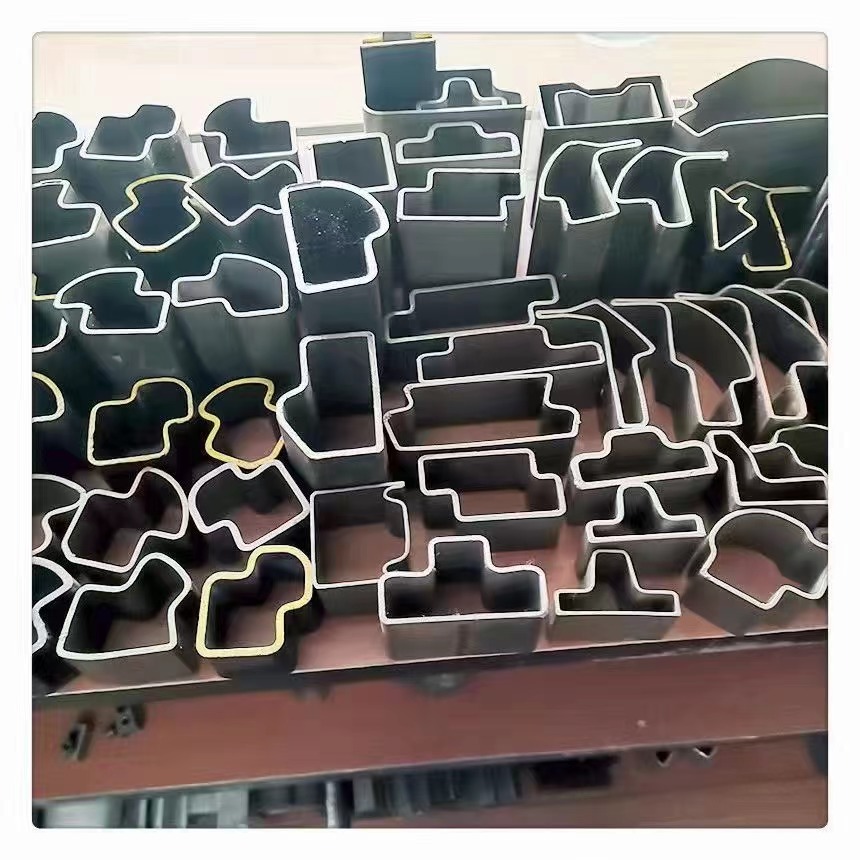
在矫直热轧工字钢的加工中,操作者必须掌握根据实际弯曲条件中设定的技术,并适当地调整锤击力,以减少调整时间,用于矫正热轧工字钢的弯曲角度,加热注意避免断裂,由于热轧工字钢具有弱水平的负载能力,它很容易地弯曲,所以需要应用程序之前伸直,矫直,尝试使用平台,将锤在热轧工字钢的弯曲部的凸表面。对于矫直顺序,必须首先拉直曲线,然后根据推进方法逐渐调整小曲线,对于厚热轧工字钢的矫直,通常使用机械覆盖,为了避免卷绕热轧工字钢为上压,力的较低点必须被暂停,并在铁板或带肋的木材必须在点的底表面的两端可使用紧迫,当按下钢材热轧工字钢,压力较高的是多一点适应弹性的效果,并能实现正确的矫正。
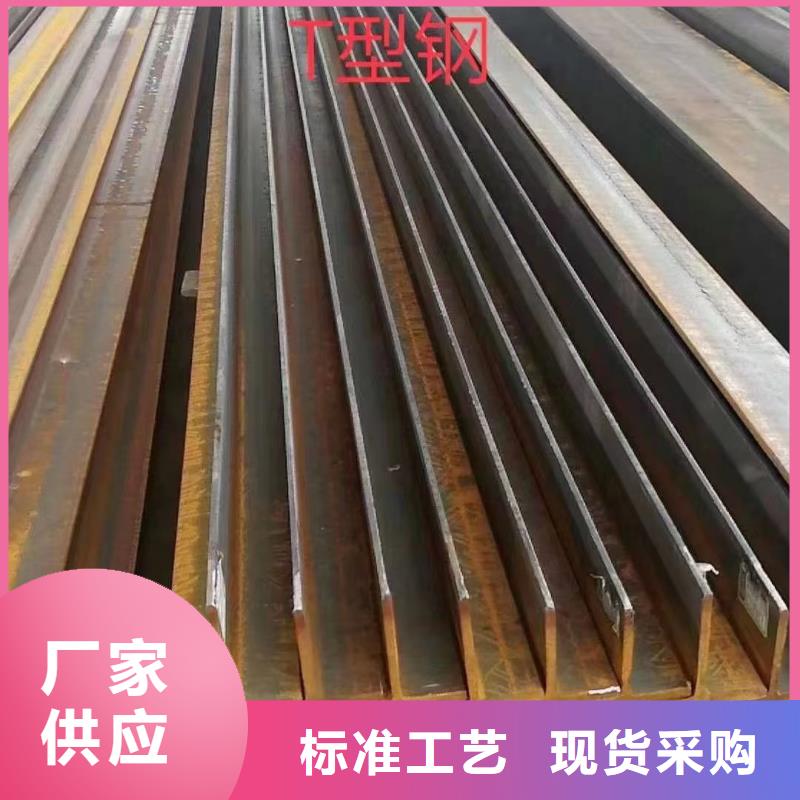
构件扭曲变形产生的原因是不合理的焊接顺序和方向也就是同一条焊缝正反面的焊接没有在同一端起弧焊接有效控制和减少扭曲变形的办法是采用对称同方向焊接也就是焊接工字钢 主焊缝同一条焊缝两面焊道焊接过程中要求对称焊接且同方向只有这样才能够有效减少和控制构件扭曲变形。严禁在T钢正反面焊接过程中采用交叉反方向焊接。工字钢厂家保证合理的焊接工艺方法能使扭曲变形量减少较小的扭曲变形量让后续矫正工作变得容易。T钢的翼缘板与腹板之间的角变形可以通过后续T钢矫正机的矫正来。t型钢生产厂家主焊缝埋弧焊接八字变形的:八字变形出现在较厚腹板构件坡口熔透焊产生原因是多层多道焊接时没有随时观测焊接过程中的变形状态一次将一侧焊缝全部焊接完成使得焊接收缩变形作用在一侧当焊接另一侧时已无法通过焊接收缩变形予以矫正回来。有效减少焊接八字变形的方法是采用对称焊接在多层多道焊接过程中每侧焊道严禁一次焊完应做到随时测量角度变化进行频繁反身对称焊接形控制。
近些年,广东、浙江、上海、江苏等地的剖分工字钢产业发展较快,尤其是剖分工字钢日用制品的产品得到广泛应用。业内人士认为,目前剖分工字钢产品品种明显增多,诸如厨房用的除不锈钢餐具外,不锈钢炉具类产品也不少,像器皿洗涤机、蒸烤炉、双层电焗炉、燃气煮面炉连柜座、立式旋转烧烤炉、双炒双尾炒炉、食品搅拌机、强力高速搅拌机等,这些产品不仅在饭店、宾馆、餐饮业应用,而且一些家庭也逐渐开始应用,因此不锈钢日用制品未来的潜在市场十分大。从全国剖分工字钢行业来看,操作势头很好,产量稳增。当前,用剖分工字钢制造的日用制品越来越受到市场的青睐,需求量日趋增加,成为金属制品市场的一个亮点
工字钢生产厂家埋弧焊设备,改变了传统龙门式焊接设备受空间限制的缺陷,适用于加工非标焊接T型钢各种大小截面腹板T型钢构件,使得焊接设备的适应范围更加广泛。龙门埋弧焊船形45°V字胎架:在T钢龙门埋弧焊过程中采用V字形胎架可轻松90°原地翻转无需使用两个胎架对换翻身工效大大 提高焊接顺序的合理性得到保证减少了构件频繁起吊次数有效降低了不因素。宽翼缘板埋弧焊接设备:通过改造导弧机头部分加长导电嘴来实现宽翼缘板T钢主焊缝的焊接适应性强。因焊接产生的变形和构件截面变化的主要缺陷有:T钢翼缘板与腹板之间的角变形和构件扭曲变形。另一类是焊接产生的各种焊缝缺陷主要有焊接气孔、咬边、裂纹、焊缝弧坑等以及焊脚尺寸不够和角焊缝表面凸度过大。