
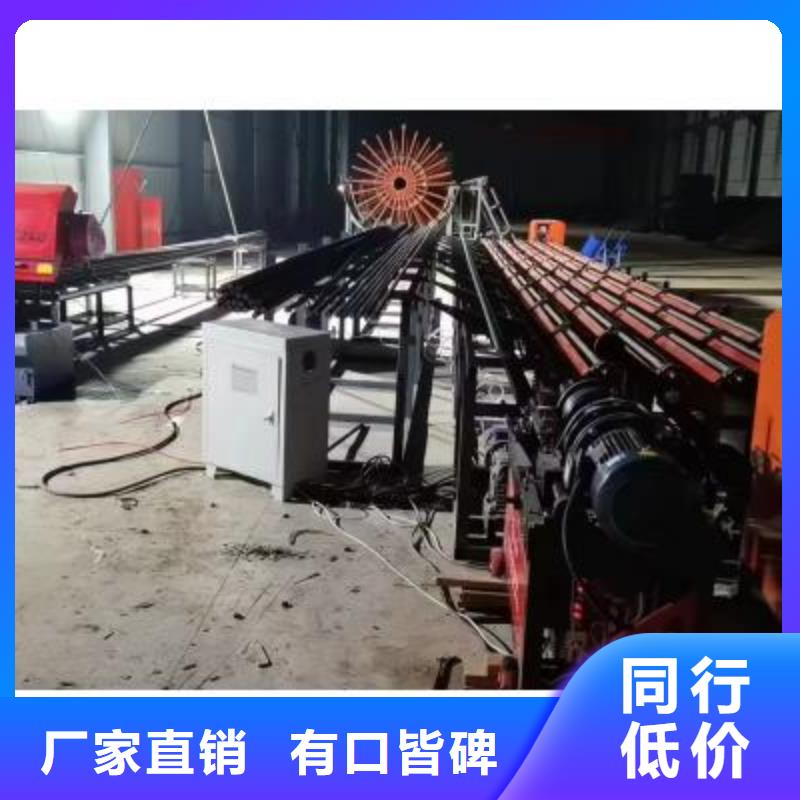





程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
由PLC可编程控制器,设定锯切全过程的自动程序。
送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
可由数控控制单程自动送料长度400mm。金属带锯床的控制系统:威纶DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。(高亮度STN LCD显示3MB Flash Memory 256色彩色)。
台达DVP可编程控制器,全自动控制。
送料长度检测深圳埃莫特光栅尺。
材料夹紧采用油缸夹紧。
可同时叠加多根材料锯切。
线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。

钢筋打磨机质量***河南宝润钢筋打磨机以钢筋平面打磨,确保钢筋端面平直一致,提高钢筋抗拉强度,效率高,速度快,保证工程质量。而且为了进一步提率前后两端打磨设备,在使用时架体上可以放置多根的螺纹钢,在前端打磨完成后,后端的打磨设备开始打磨。对于两台设备而言均不会存在等待时间间隔。端面打磨机切割处理保证平面一致,接头无缝隙。端面打磨每次4根,同时进行速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。河南宝润度高、人工劳动强度低、整体效率高。
6.严禁开机离人,造成活塞行程走过头,7.钢筋镦粗机应由专人操作,操作人应熟悉机械的性能和操作规定,并注意机械的保养与维护,认真作好操作记录。8.设备加工处搭设遮雨棚,避免因雨淋使镦粗机生锈。
常呈现的维修误区
毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
注意事项:
1.锯带不涨紧,钳口不夹紧,不能启动锯床。
2.锯带折断或卡住时,机器应停止工作。
3.工作完毕后,要将机器清扫干净。
4.工作时,请注意,锯带运转时,大型立式金属带锯床,身体和手不要靠近机器。
5.长期不用,请在所有加工面上擦涂防锈油。
6为了提高锯带使用寿命,每次更新新锯条时,均应先进行跑合,即切割时头几个切口应采用低速,小的进给量,待齿尖部毛刺去除后,再按正常的切削参数进行切割。
金属带锯床的未来发展:
加工精度进一步提高。由于使用了先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,立式金属带锯床型号,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高金属带锯床的加工精度。
安徽数控钢筋剪切生产线质量优
