



我们的珩磨管镀铬棒源头厂家供应产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:珩磨管镀铬棒源头厂家供应的图文介绍


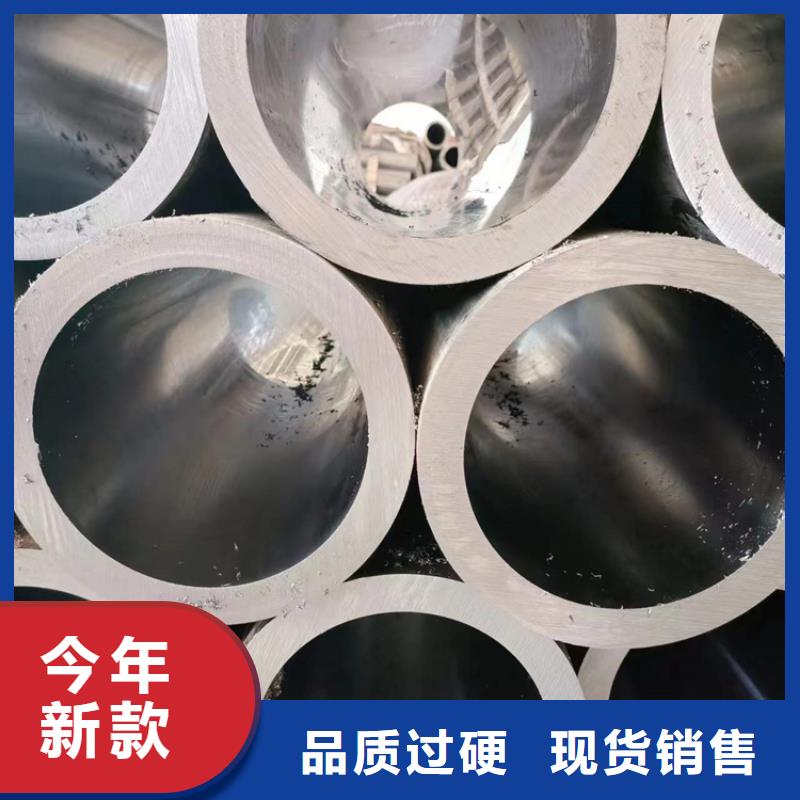
甘肃珩磨管油缸管绗磨管随着珩磨管的使用越来越广,其产品质量也越来越参差不齐,珩磨管是重要的设备元件,除却材质的好坏能影响它的使用寿命之外,日常的保养也是提高其工作效率,增加其使用寿命的重要的措施。珩磨管在使用一段的时间之后,通常会出现一些较为微小的故障,一旦将它们忽视,小问题就会成为大问题。由于珩磨管的主要工作部分是活塞和缸筒部分,所以活塞与缸筒部分容易出现问题,所以该部分的保养也变得很重要。该部分常见的问题是活塞杆的划伤和缸筒的磨损,一旦该部分出现问题,珩磨管的正常工作就很难进行,所以要适时的检查与修补。珩磨管在工作时如果发出一些奇怪的声响,就代表油缸内出现问题,需要及时解决。



安达液压机械有限公司建立了完善的售后服务体系,始终把售后服务放在和市场开拓同等重要的位置上。公司的每位员工都坚持这样一个理念:售后服务是新销售的开始,因此,所有来自用户方的意见或建议均得到公司高度的重视和快速响应,直至客户满意为止。同样重视售前服务,我们的市场人员在与客户沟通的过程中,不但帮助用户选择到合适的 甘肃液压油缸管报价,同时也提高了自身的专业素质。与用户的密切接触使我们获益匪浅,几乎所有新 甘肃液压油缸管报价产品的设计灵感均来自用户的建议和要求。



甘肃企业旺旺珩磨管绗磨管油缸管主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。



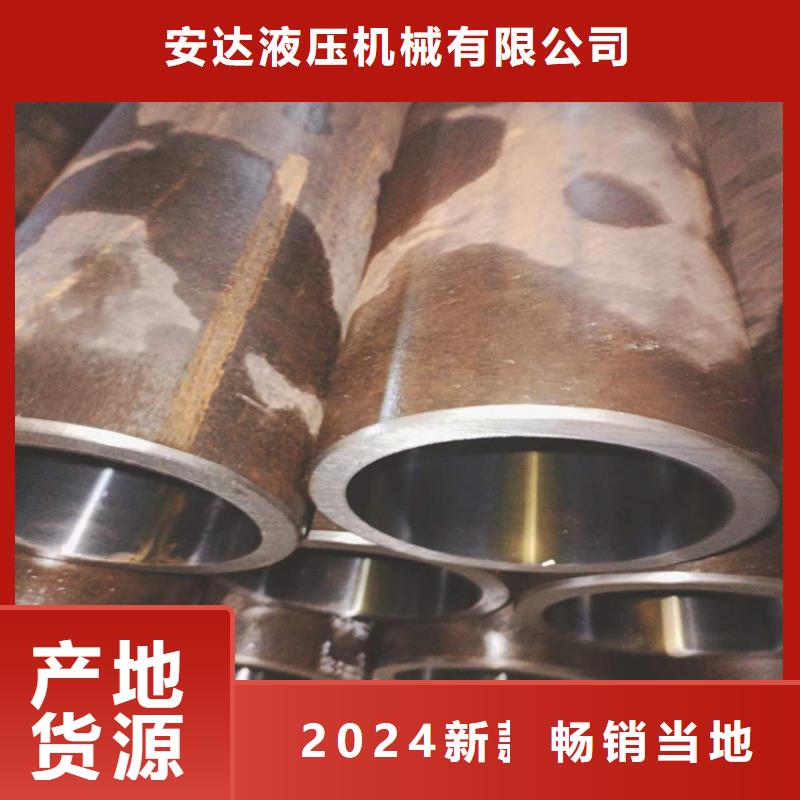
甘肃珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管
