以下是:冲压件_40cr无缝钢管专业完善售后的产品参数
| 产品参数 |
|---|
| 产品价格 | 73 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:冲压件_40cr无缝钢管专业完善售后的图文视频
冲压件_40cr无缝钢管专业完善售后,金海金属材料有限公司为您提供冲压件_40cr无缝钢管专业完善售后的资讯,联系人:季经理,电话:13153807804、13734465888,QQ:597671230,发货地:聊城开发区蒋管屯镇杜丹江路东首100号发货到江西省 抚州市 临川区、南城县、黎川县、南丰县、崇仁县、乐安县、宜黄县、金溪县、资溪县、东乡区、广昌县。 江西省,抚州市 临川文化是抚州江右民系创造出来的区域性文化,亦为江右文化的重要支柱。抚州市以象山心学为核心的理学文化、“临川四梦”为支柱的戏曲文化、旴江医学为流派的中医药文化、麻姑山为依托的麻姑文化、曹山寺为平台的禅宗文化、流坑古村为代表的古村落文化等享誉海内外。南丰傩舞、广昌孟戏、宜黄戏、抚州采茶戏等被列为非物质文化遗产。千金陂成功列入世界灌溉工程遗产名录。抚州是历史文化名城、卫生城市、园林城市、森林城市、“文化和旅游消费试点城市”,并先后获得全国“50强氧吧城市”、“中国文化竞争力十佳城”“美中国文化旅游城市”“中国诗歌之城”等荣誉称号。
无需繁琐的文字描述,观看我们的视频,让冲压件_40cr无缝钢管专业完善售后产品一览无余!
以下是:冲压件_40cr无缝钢管专业完善售后的图文介绍

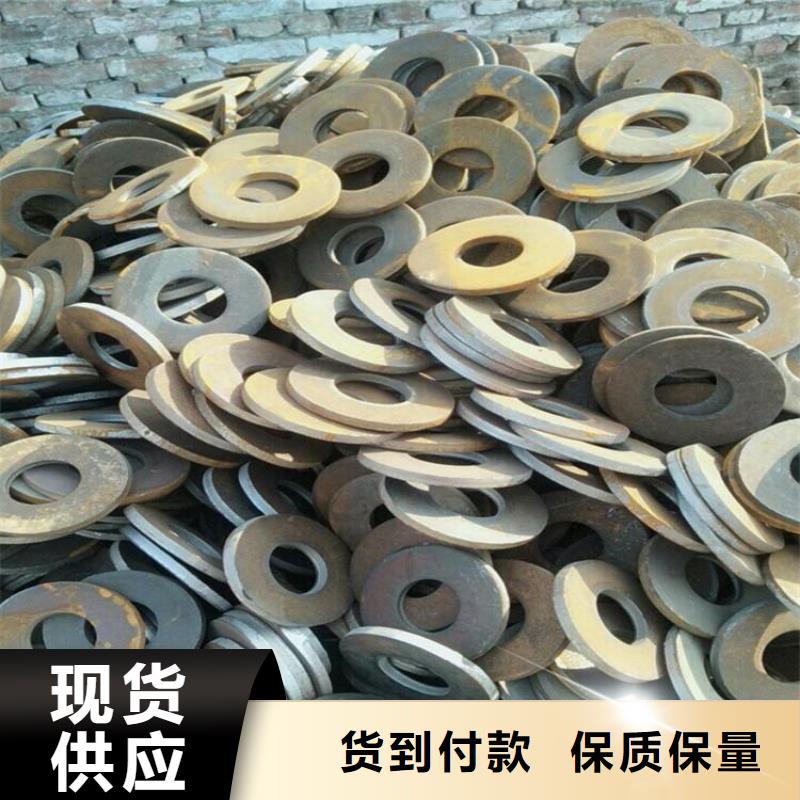
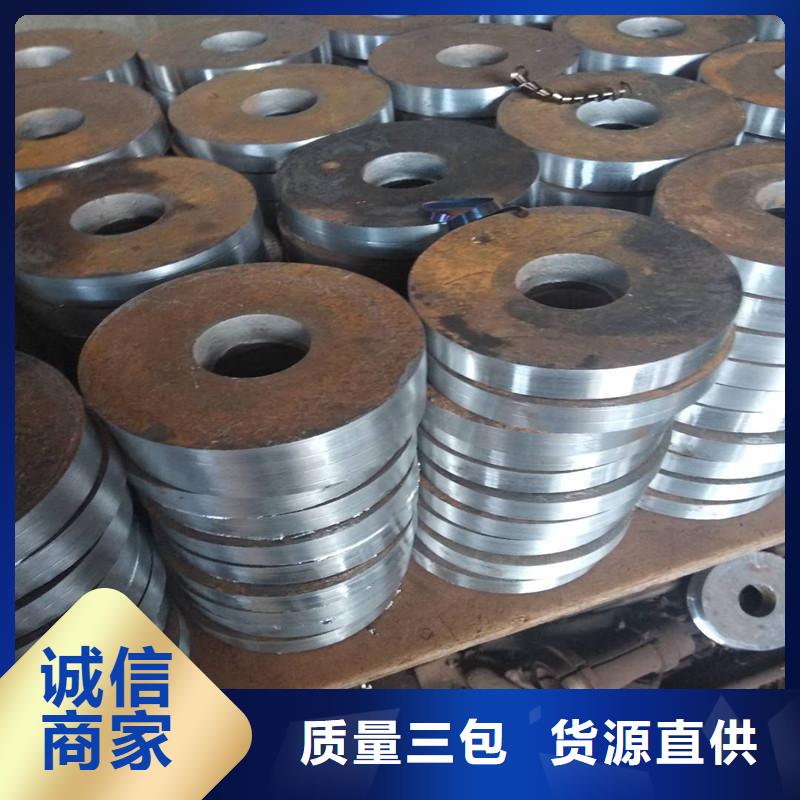
冲压件
10. 短小工件时,要用专门工具,不得用手直接送料或取件。
11. 生产者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲床动作,严禁与他人闲谈。
12. 生产时操作员、修模员严禁把手伸入模具内作业。
13.作业员在安装吸风机时,严禁把手伸到电机上打扫废料 。
14. 上班时严禁穿拖鞋,以免车间模具、铁块等砸到脚。班长、钳工、修模员上班时必须穿劳保鞋;
15. 男作业员严禁留长发,女作业员长发要盘起来,以免长发卷入飞轮内。
16. 白电油、酒精、清洗剂等其它油类要注意防火。
17. 材料、废料和模具装箱时需带手套作业,以免划伤手。
18. 有油质时须及时清理,以免地滑摔交。
19. 钻铣床时严禁带手套;在使用磨床时要带口罩和眼睛防护罩,保护好自己。
20. 注意拖拉模具以防掉落地上(要把平板车放到 才能拉运模具)


生产经验丰富。我们工厂建厂多年,培养了许多有经验的工程师和工人。熟悉各种类型的冲压件的生产要点。
2、强大的设计能力。本厂可以自行设计模具。自己拥有多名实践经验丰富的设计工程师。有慢丝、中丝、线切割、数码铣削等模具加工设备。
3、工厂有实力。本厂有2 ~ 1000吨的冲床。还有各种加工设备。
4、服务安心。长期愉快的合作不仅需要订购-交付,还需要从沟通到设计、模型等各方面的沟通。威廉莎士比亚,坦普林,希望如此。如果服务能力跟不上,还会造成工作的影响。我们工厂一直把顾客的利益放在首位。真心为顾客着想。在合作中实现双赢。



金海金属材料有限公司自投产以来,通过优良的 江西抚州合金钢管厂家产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 江西抚州合金钢管厂家。



中国五金冲压件的出口增长率越来越大。可以看出五金冲压件的质量可以得到国外的任或来自冲压件的加工。五金冲压件广泛的应用于我们生活当中的各个领域,包括一些电子器件、汽车配件、装饰材料等等。五金冲压件的硬度检测采用洛氏硬度计。小型的、具有复杂形状的冲压件,可以用来测试平面很小,无法在普通台式洛氏硬度计上检测。五金冲压件的尺寸精度是指冲压件实际尺寸与基本尺寸的差值,差值越小,则五金冲压件尺寸精度越高。
精密五金冲压件的尺寸精度偏差是冲压件中常见的问题之一。精密五金冲压件的尺寸精度一般可分为精密级和普通级 ,精度等级是通过冲压技术可以达到的精度,而普通等级是通过更经济的手段可以达到的精度。
五金冲压件的尺寸精度是指冲压件的实际尺寸与设计尺寸之间的差异。差异越小,准确度越高。 在理想情况下,冲裁件的尺寸与凹模刃口的尺寸相同,而冲裁件的尺寸与凸模刃口的尺寸相同。 事实上,由于冲裁过程中工件上的应力,会发生一定量的弹性变形。冲裁后,工件会发生弹性回复,导致冲裁件尺寸与凹模刃口尺寸不一致,冲裁件尺寸与凸模刃口尺寸不一致,影响冲压件的尺寸精度。
影响五金冲压件尺寸精度的因素很多,如冲裁间隙、冲模制造精度、材料性能和厚度、冲压件形状和尺寸,其中主要因素是冲裁间隙。 当凸模和凹模之间的间隙过大时,材料在冲裁过程中会受到较大的拉伸作用,从而导致较大的拉伸变形。
冲裁完成后,由于材料的弹性回复,冲裁件的尺寸减小,冲裁件的尺寸增大。 当间隙太小时,材料将由于凸模和凹模的挤压而压缩和变形。 冲裁后,材料的弹性回复增加了冲裁件的尺寸并减小了冲裁件的尺寸。 冲压件的尺寸精度也与材料的性能和厚度有关。 由于材料的性质直接决定了板材在冲裁过程中的弹性变形量,对于较软的材料,弹性变形量较小,冲裁后的弹性回复量也较小,因此对于精度较高的较硬材料,弹性变形量较大,冲裁后的弹性回复量也较大,因此在低精度冲裁薄材料时,弹性拱度较大,弹性回复量较大,工件精度较低。
此外,尺寸精度也与零件的形状和尺寸有关。 零件尺寸越大,形状越复杂,模具制造调整越困难,模具间隙不容易保证均匀性,尺寸偏差越大。 如果模切边缘的制造精度低,冲压件的精度就不能得到保证。 因此,凸模和凹模刀刃尺寸的制造公差应根据冲压件的尺寸精度要求来确定。
文章:精密五金冲压生产及设计标准应该如何规划



冲压件_40cr无缝钢管专业完善售后_金海金属材料有限公司,固定电话:13734465888,移动电话:13153807804,联系人:季经理,QQ:597671230,开发区蒋管屯镇杜丹江路东首100号 发货到 江西省抚州市。