




我们的现场实拍视频将带您走进【桥梁灯光防撞护栏不锈钢栏杆细节决定品质】产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【桥梁灯光防撞护栏不锈钢栏杆细节决定品质】的图文介绍


护栏的采购就成为了很重要的一个采购选择。我们都知道工业厂区不同于一些家用的护栏产品,如果质量一般,很容易就会造成折损和坏掉,这样不仅不能够起到一个隔离防护的作用,还会给来访人员留下一个非常糟糕的厂区印象。 所以在选择护栏的时候,质量要求一定要非常的严格。而铁艺护栏在现代的护栏产品里面,就非常的满足这样的标准要求。我们都知道,这款产品一直以来都被广泛的应用于各个场所,而为常见的就是小区围栏。而工业区也会涉及到一些财产的防盗措施,因此在隔离防护上面,一定要具备相应的防护等级才行。 在防护的性能上面,我们自然是不用担心了,但是作为工厂那么特殊的企业,自然对于产品的使用年限有很高的要求,总不能够用不了多长时间就需要开始进行护栏的更换,而护栏这样的大面积产品,如果要更换可能需要全部都进行更换,这也是比较麻烦的事情。 作为一个应用率那么高的产品,相信铁艺围栏用于工厂的边界防护一定是没有任何问题。选择铁艺护栏,可以保证护栏的长期使用,而不用担心更换带来的多余经济支出。栏厂主导产品有铁艺围栏、铁艺护栏、铁艺栅栏、铁艺围墙、锌钢护栏等。



台湾本地商家,从事 台湾热镀锌立柱生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!



施工当中的三大,小编带您共同了解下。建设,需要明确的施工图纸,先从路两侧的边沟向外定出中心线,保证公路用地范围的准确性,然后再在中心线上定出立柱位置,并在每个桩位上定出标志。只有明确、图纸分析,那么才能后续进度的开展。 场地后,立柱、支架,要在公路两侧挖坑,深度在平面尺寸深度以下,不要过于浅,片用立柱连接起来(连接螺栓不能拧紧)。连接完后,按照每个基坑的位置竖立起来。确保支架的牢靠性。防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。 后两年高速公路护栏用钢预计增长37%::交通运输(2011-2015年)发展规划提出,到2015年末,公路客货运量分别达到400亿人次和300亿吨,规模也将进一步扩大,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 后两年高速公路建设仍将保持较快增长,因钢材是支撑高速公路的主要材料,由此引起钢铁生产企业和钢铁贸易企业的极大。未来高速公路建设重点——将形成上规模的高速公路系统时期,我。基本完成2004年审规划,建成比例超过90%,通车里程达到3万公里。



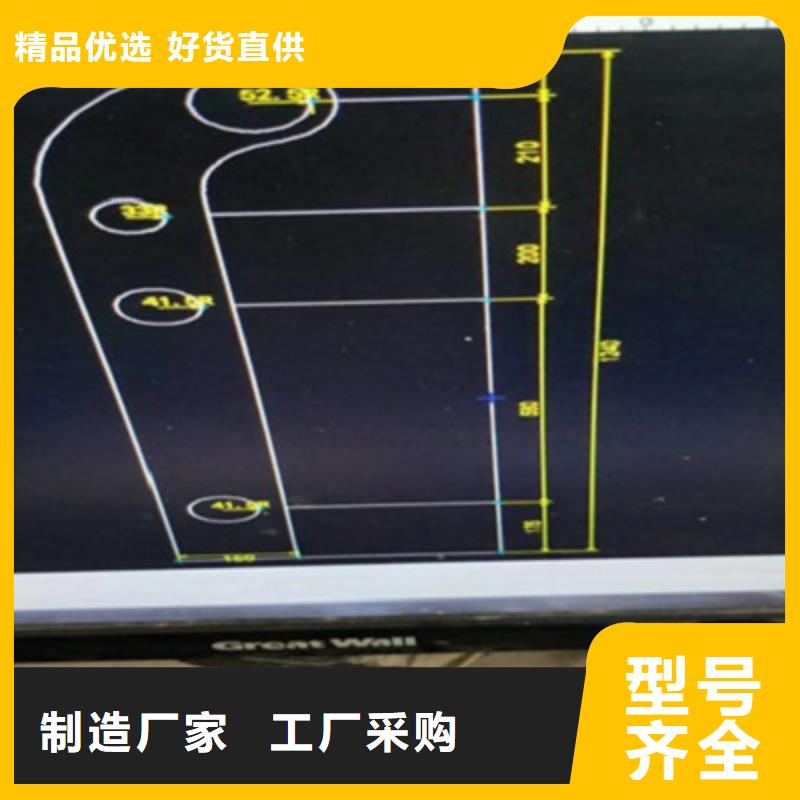
三波形梁护栏板的规格长4320毫米,波宽505毫米,波高85mm,板厚:4mm;理论重量:102kg,配合130*130的方管立柱。立柱:规格Φ11Φ140mm长度根据要求一般为85米、95米、2米、15米壁厚5MM;理论重量:Φ114的115kg/m、Φ140mm的104kg/m.标准段每公里用250块护栏板。 特点:防腐、防老化、抗晒、耐候等特点。表面防腐形式有电镀、热镀、喷塑、浸塑,镀锌后浸塑。使用效果:⑴结构合理,功能优。与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.6~6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。根据其样式可分等等。是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要和保障设施。 材质:选用低碳钢丝、铝镁合金丝,喷塑。编织及特点:编焊而成;网格结构简练、便于运输、安装不受地形起伏限制,是对于山地、坡地、多弯地带适应性极强。该产品坚固耐用、价格中等偏低,适合大面积采用。用途及使用范围:主要用于公园/动物园围栏、校园/场区围界、道路交通隔离、临时隔离带。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



