

想知道优选:镀锌钢管本地厂家产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:优选:镀锌钢管本地厂家的图文介绍



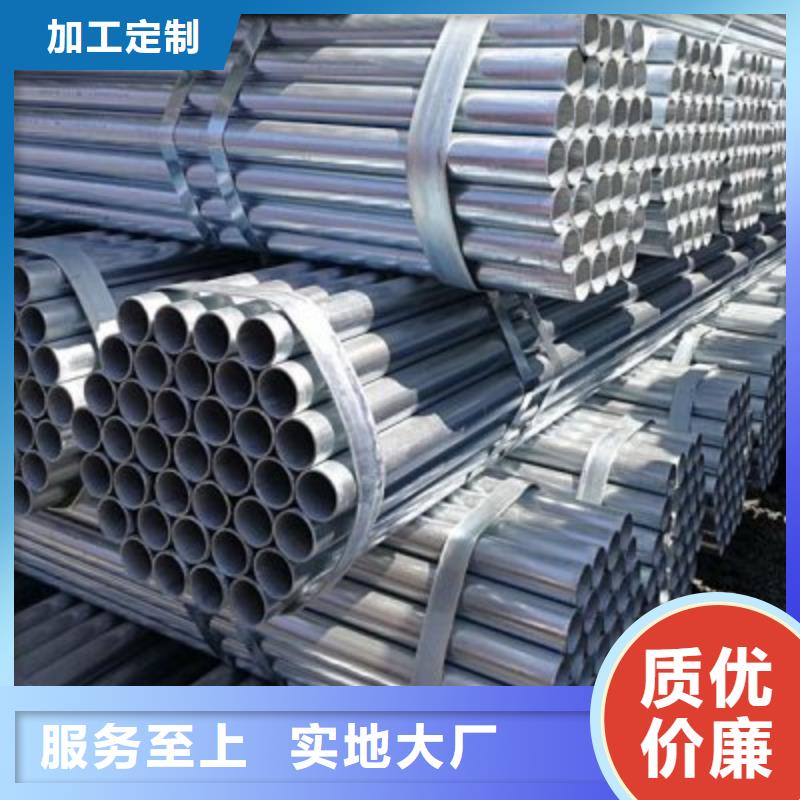
西宁鑫邦源特钢有限公司位于经济开发区钢管城2排5号,公司主要生产 GB/T3087-2008 低压锅炉管。二十多年来,公司一贯坚持以质量树信誉,以创新求发展,努力为各户提供优质的产品,优秀的服务,客户的需求就是公司发展的直接动力。现在我们将以顾客为关注焦点,坚持“以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司坚持“质量至上、信誉至上、用户至上”的经营理念,严格按照质量管理体系标准要求组织生产,质量稳定可靠。


镀锌钢管热处理的十个要点: 一、镀锌管及夹具在热处理前均应清除油污、残盐、油漆等外来物; 二、首次在真空炉中使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理; 三、在热处理过程中易变形的工件,应在专用夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应有限制; 四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热; 五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热; 六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间; 七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时; 八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理; 九、矫正后应在低于原回火温度下进行去应力退火,形状复杂或尺寸要求严格工件,矫正后在回火时用定形夹具结合回火进行矫正; 十、当镀锌管力学性能不合格时,可进行重复的热处理,但重复淬火或固溶次数一般不超过两次。镀锌管的补充回火不算作重复处理。淬火状态或低温回火后的马氏体不锈钢和耐热钢工件,在重复淬火前应进行预热,退火或高温回火。


保证钢管在焊接时的保障措施,主要有五个方面。保证了这五个方面,那么镀锌钢管的质量也能得到保障了。首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 镀锌钢管在焊接时有哪些保护质量的措施第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。


