






南阳螺旋管为您解析为什么在核燃料再处理的过程中要用到螺旋管?
南阳螺旋管将反应堆用管的乏燃料或将生产堆照辐的核燃料,经化学处理分离U和Pu,并将危险的核分裂生成物,分离的化学加工过程称核燃料再处理。核燃料再处理,当前成熟的工艺是水法,其回收过程由燃料元件脱壳、燃料溶解和燃料分离和回收三部分组成。然后一部分的材料问题,可参加铀的精制部分。在前两部分,其工艺介质具有强烈的腐蚀性,因此,核燃料后处理工厂的装置和管线、泵、阀门几乎是由螺旋管,和耐蚀合金堆砌而成。
南阳螺旋管燃料芯的溶解,通常采用与脱壳相同,或相似的溶液进行溶解。在溶解金属铀、氧化铀和铀铝燃料时,广泛使用硝酸,溶解器材料一般使用0Cr23Ni13Nb,00Cr19Ni10和Car-penter20合金。

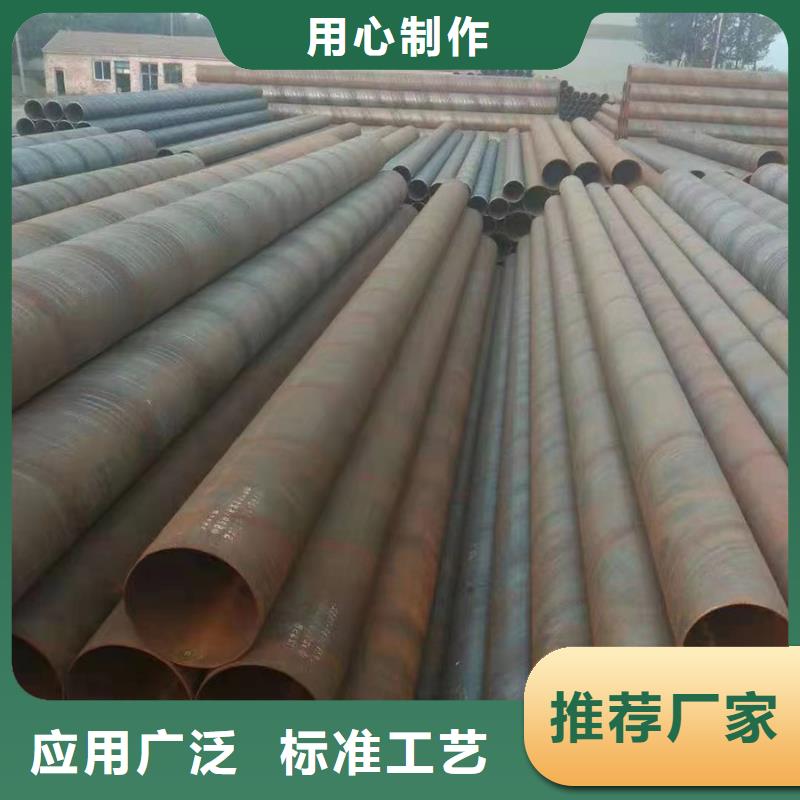
南阳螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等。螺旋管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。

南阳螺旋管的制作工艺都有哪些:
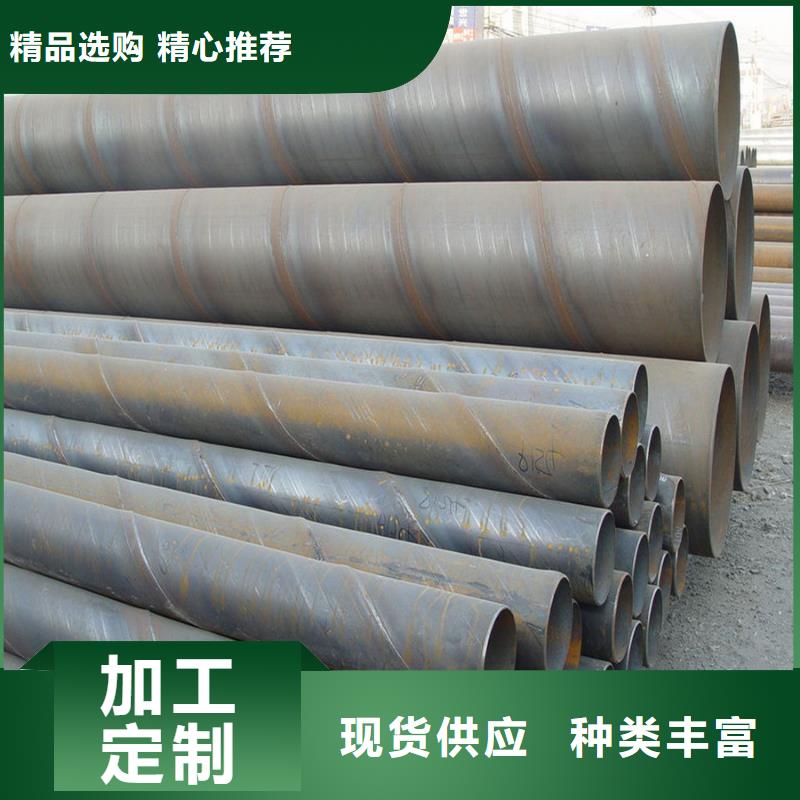
南阳螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
南阳螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。

三月份南阳螺旋管市场呈现库存上升拐点,较往年提前而下降,拐点较往年延后的局面,当前库存水平已经超过历年同期高点,这给钢铁价格造成一定压力。贸易商恐慌心理加重,可能会低价抛现货,从而螺旋管降低库存,而现货价格下降,又会压制期货价格。
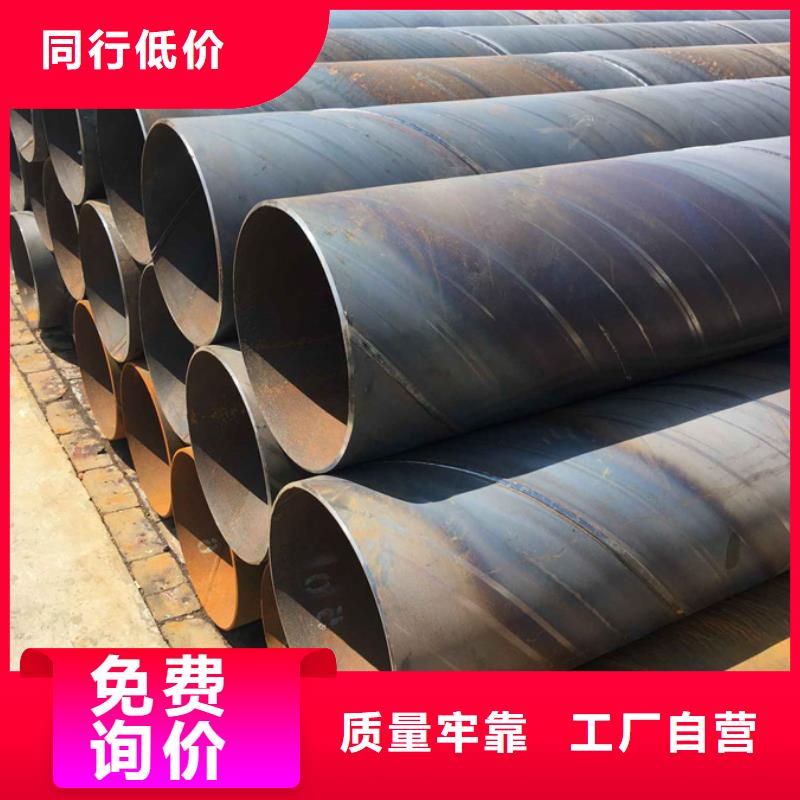
螺旋管经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。螺旋管将带钢送入焊管机组,带钢由多个轧辊轧制,并逐渐卷起形成一个开口间隙的圆管坯。调节挤压辊的减小量,以将焊接间隙控制在1-3mm,并使接头的两端齐平。
南阳螺旋管的主要工艺特点:螺旋管的特点及应用在成形过程中,钢板变形均匀,残余应力小,表面不划伤。加工后的螺旋管,在直径和壁厚的尺寸和规格范围上,具有较大的灵活性,特别是在生产厚壁螺旋管,尤其是中厚壁管方面。