

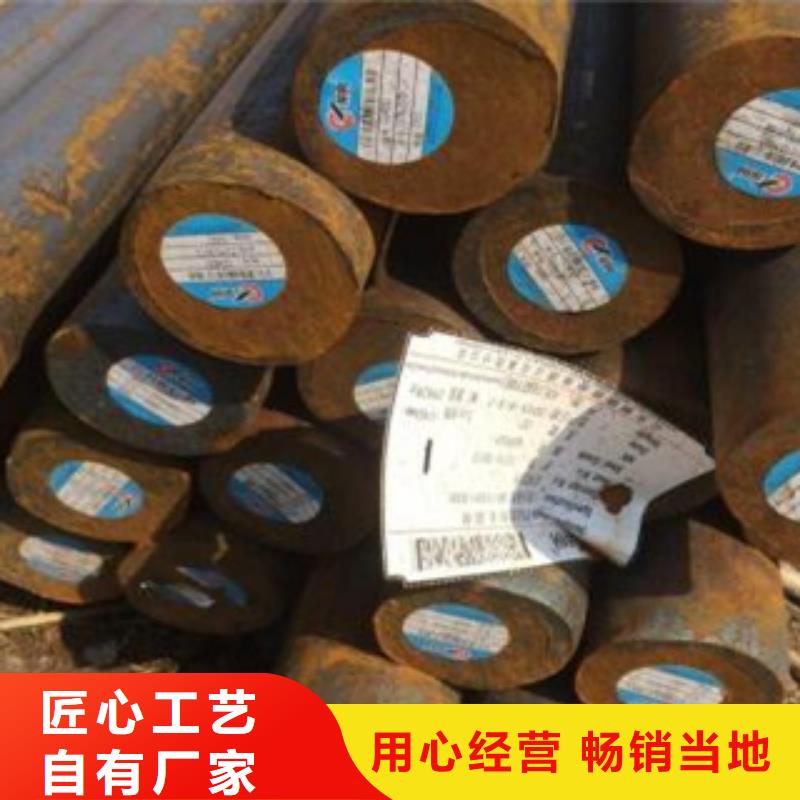



碳结钢炼钢(浇铸)造成结疤的主要原因有:)上铸锭未采取防溅措施或下铸锭开铸过猛造成飞溅结疤下铸锭保护渣性能不佳或模子不清洁、不干燥,造成钢锭(连铸坯)表面或皮下夹杂、气泡和重皮。模壁严重缺陷或铸温过高造成凸疤和粘模,经轧制或锻压加工演变为结疤。
轧钢方面造成结疤的原因有:成品前某道(架)轧辊或导卫装置缺陷或操作不当造成轧件凸包、耳子、划疤,经再轧形成结疤。)钢坯火焰清理清痕过陡或残渣未除净,外物落在钢坯上被轧成结疤。结疤缺陷直接影响钢材外观质量和力学性能。在成品钢材上不允许结疤存在。对结疤部位可进行磨修,磨修后钢材尺寸应符合标准规定。为了减少和结疤,一是炼钢、轧钢要改进有关工艺和操作,二是对钢坯表面缺陷部位进行重点清理或扒皮清理。
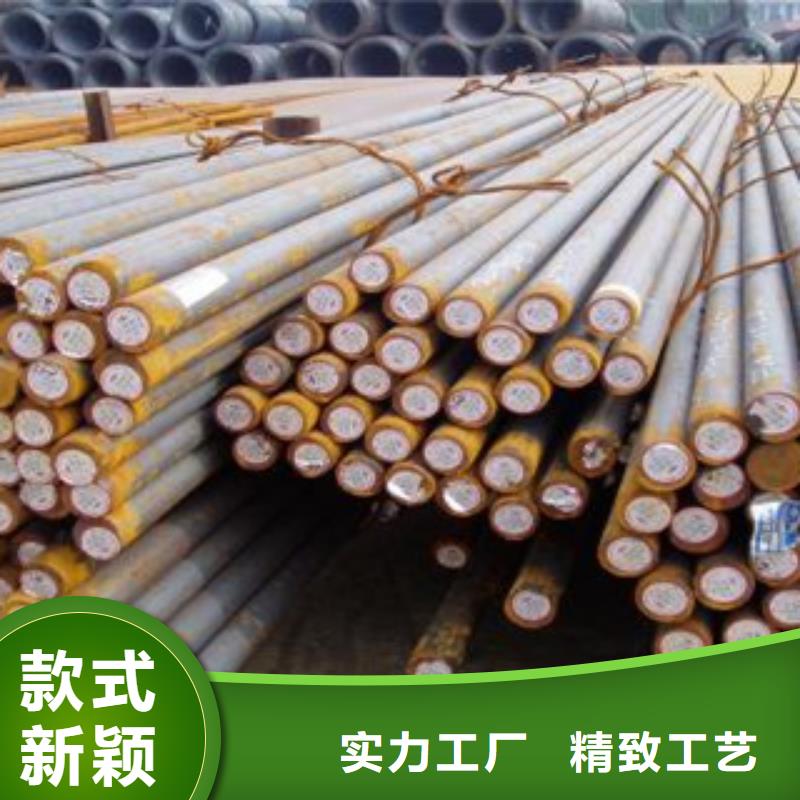
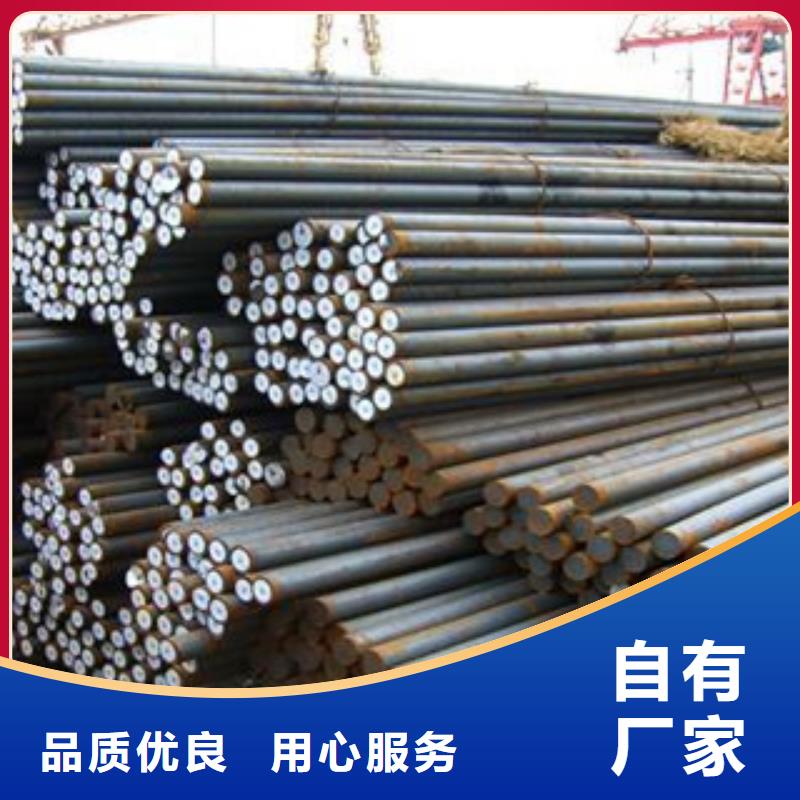
45#碳结钢是不规范的GB标准是45归属优质碳素结构钢硬度不高易切削加工模具中常用来做模板梢子导柱等但须热处理.45#钢广泛用于机械制造这种钢的机械性能很好.
这类钢中有害杂质及非金属夹杂物含量较少化学成分控制得也较严格塑性、韧性较好运用于制造较重要的机械零件.这类钢的牌号用两位数字表示平均含碳量的万分数如45钢即表示C=0.45%的优质碳素结构钢.
根据含锰量的不同将含锰量为(0.25~0.80)%的优质碳素结构钢称为普通含锰钢将含锰量为(0.70~1.20)%的优质碳素结构钢称为较高含锰量钢(标出锰元素)优质碳素结构钢的牌号及化学成分、机械性能
碳结钢与锻造圆钢在热处理方面的不同点有哪些呢。下面就有碳结钢厂家和大家一块浅谈一下。碳结钢热处理的时候,先要将其加热到临界点AC3或ACM以上的适当温度,并保持一定时间后在空气中冷却,珠光体类组织。;如果是锻造圆钢的话,还要进一步加热至AC3以上20—40度,保温一段时间后随炉冷却至500度以下,也就是所谓的退火。紧接着是将碳结钢加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以过饱和固溶体;经过固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化。p;还要将碳结钢钢奥氏体化后以适当的冷却速度冷却,使工件在横截面内全部或一定的范围内发生马氏体等不组织结构转变;而经过淬火的碳结钢加热到临界点AC1以下的适当温度保持一定时间,随后用符合要求的冷却,以所需要的组织和性能。
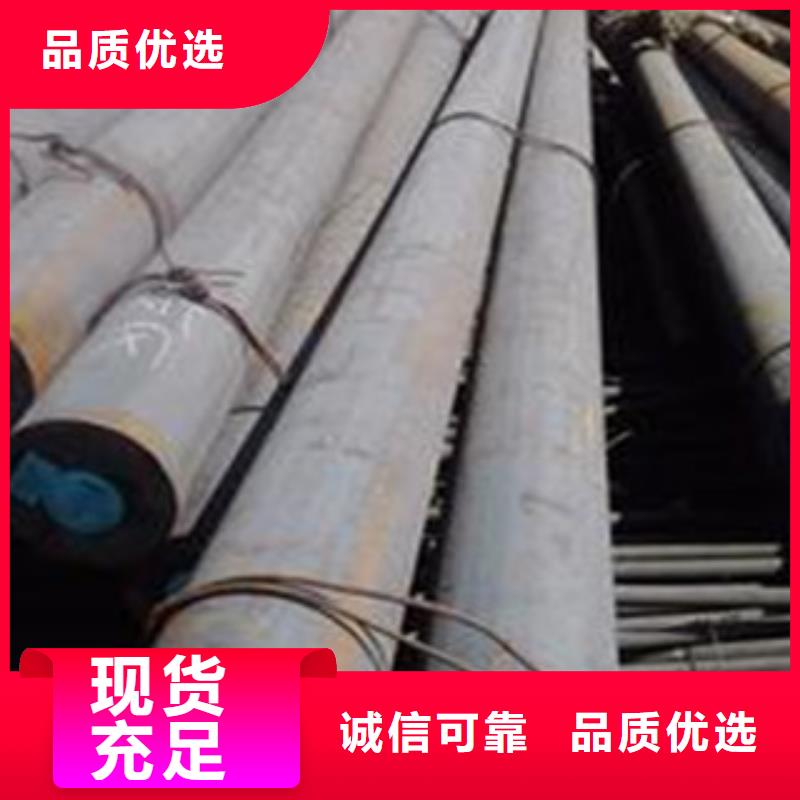
碳结钢钢水凝固过程中,由于体积收缩,在钢锭或连铸坯心部未能得到充分填充而形成的管状或分散孔洞。在热加工前,因为切头量过小或缩孔较深,造成切除不尽,其残留部分称为缩孔残余。缩孔残余分布在钢锭上部中心处,并与钢锭顶部贯通的叫一次缩孔。由于设计的钢锭模细长或上小下大,在浇铸凝固过程中,钢锭截口以下锭中心仍有未凝固的钢水,凝固后期不能充分填充,形成的孔洞叫二次缩孔。一次缩孔和二次缩孔有本质差别,前者只出现在钢锭头部,后者在钢锭上、中、下部位都有可能出现。一次缩孔酸洗试片中心区域呈不规则的折皱裂缝或空洞。在其上或附近常伴有严重的夹渣、成分偏析和疏松。二次缩孔孔洞中或附近没有夹渣,但有偏析生成碳物。一次缩孔残余和空气贯通的二次缩孔在轧制(锻造)过程中不能焊合,与空气隔绝的二次缩孔和连铸坯缩孔在轧制时一般能够焊合,不影响钢材使用性能。缩孔残余严重地破坏钢材的连续性,是钢材不允许存在的缺陷,轧制(锻造)时必然在钢坯上产生裂纹。为了防止缩孔的产生,要求正确设计钢锭模和保温帽尺寸,并采用性能优良的保护渣、保温剂(发热剂)和绝热板,把缩孔控制在钢锭头部,以保证在开坯时切掉。控制浇铸速度不要太快,温度不要过高可以防止缩孔产生。
