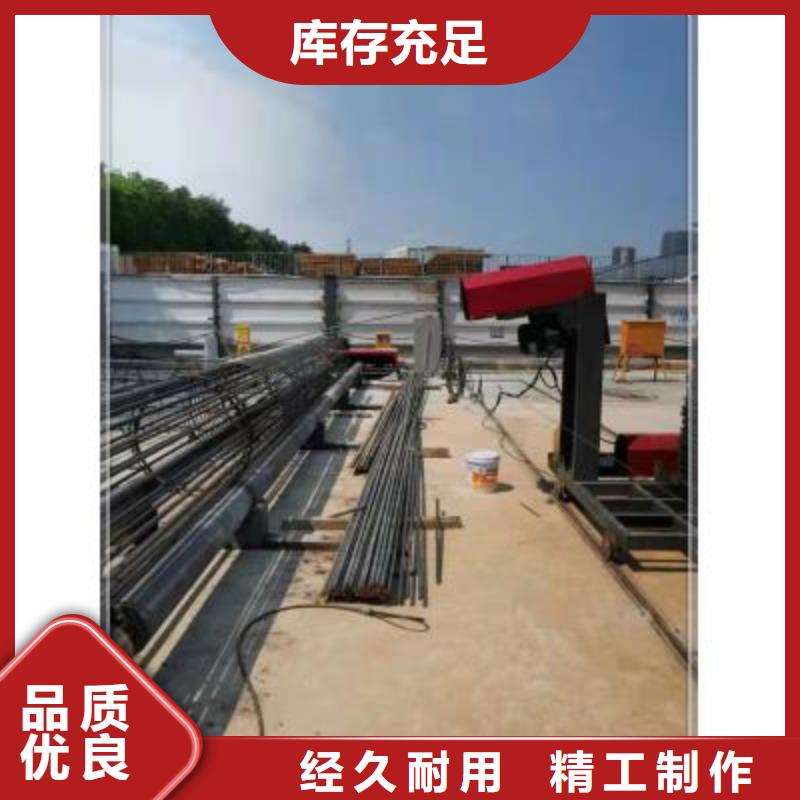



宜昌#钢筋笼滚焊机#厂家现货
河南建贸机械生产各种通用及钢筋笼绕筋机,适用于各种桩基内钢筋笼制造,河南建贸钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过模具制作完成(包括内支撑),把钢筋笼主筋钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊以及小车的把盘筋绕在主筋上,同时进行焊接或绑扎,从而形成成品钢筋笼,辊筒转动速度可根据操作手的熟练程度从低到高任意,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼一次性成型,极大了工作效率。钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4个人3个小时以上的工作量;而通过使用绕筋机,只需要安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。
 根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
 建贸机械设备有限公司
钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。
jmc1
建贸机械设备有限公司
钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。
jmc1
 54119
数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。
54119
数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。
 数控绕筋机/钢筋绕圈机简单使用1.自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。自动钢筋笼绕筋机5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备
数控绕筋机/钢筋绕圈机简单使用1.自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。自动钢筋笼绕筋机5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备
许昌 建贸机械设备有限公司
值得信赖的
宜昌钢筋弯箍机
生产厂家-
 厂家直销
厂家直销 -
 品质保障
品质保障 -
 售后无忧
售后无忧
免费热线服务:
13137436008
