



更新时间:2024-12-23 22:38:03 浏览次数:2 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 213 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |
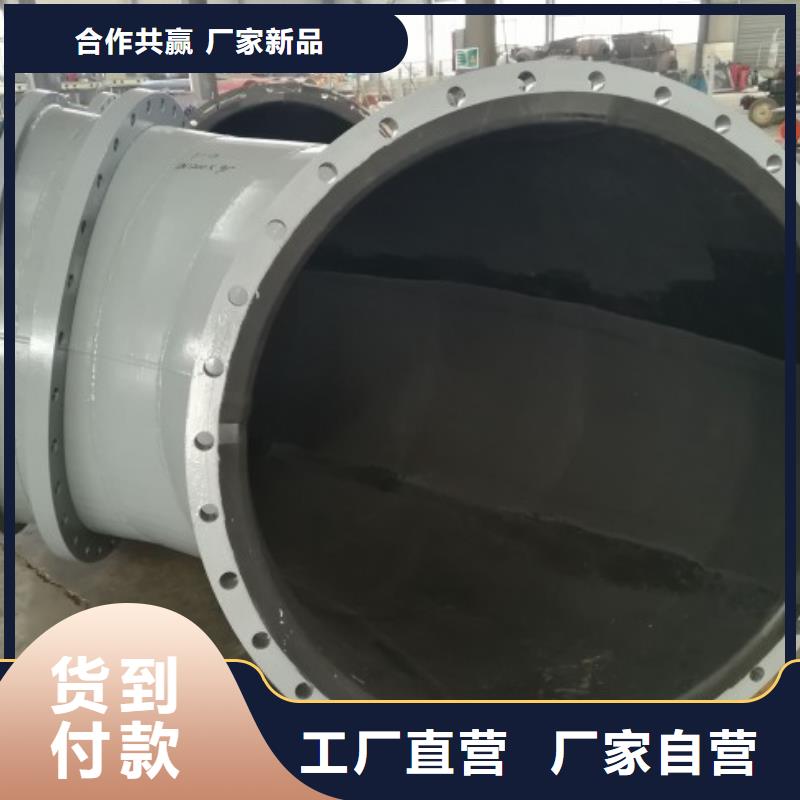

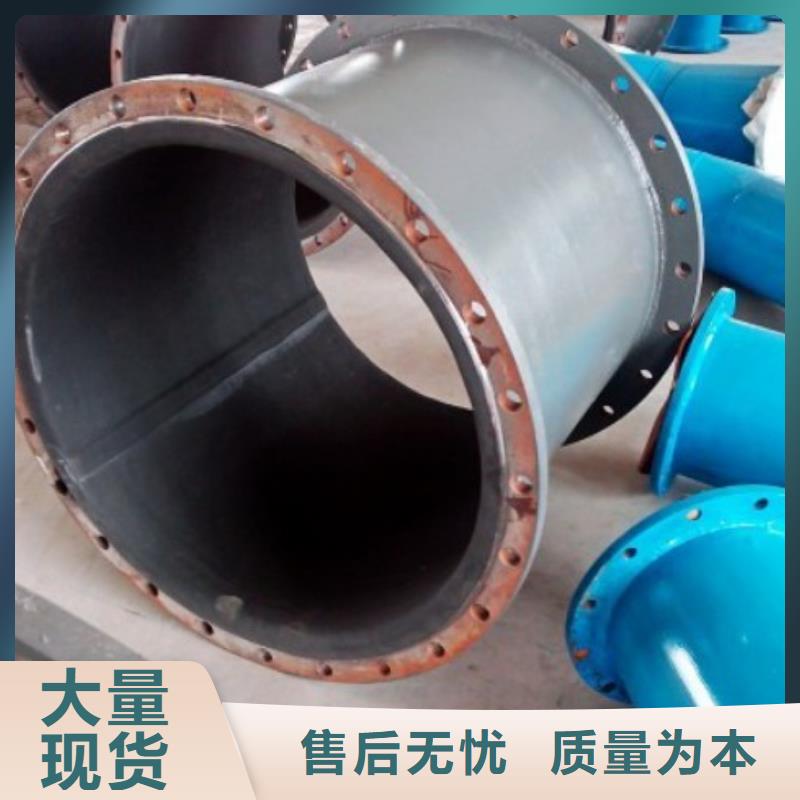
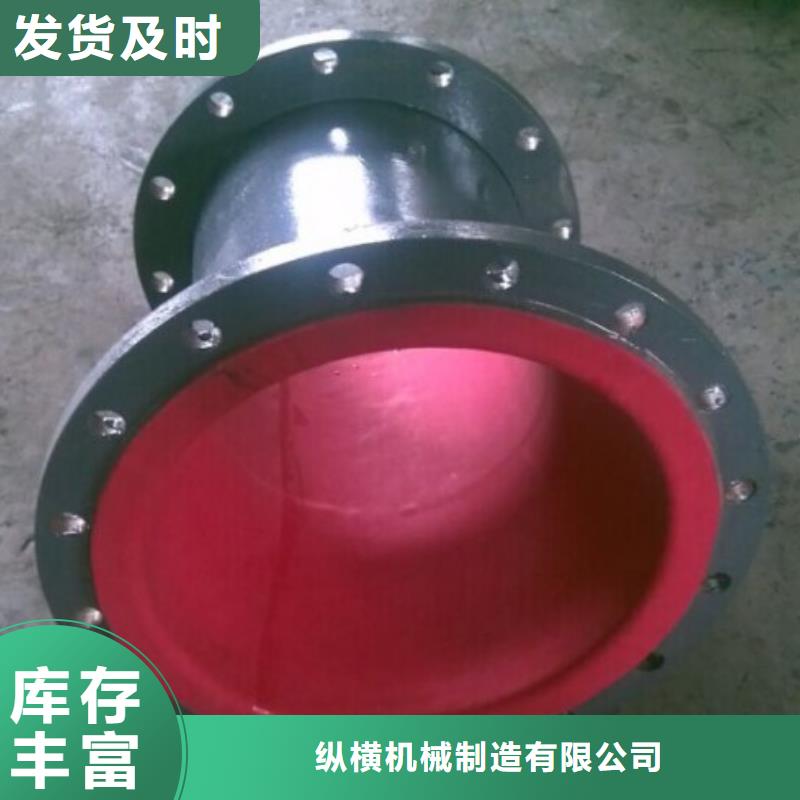

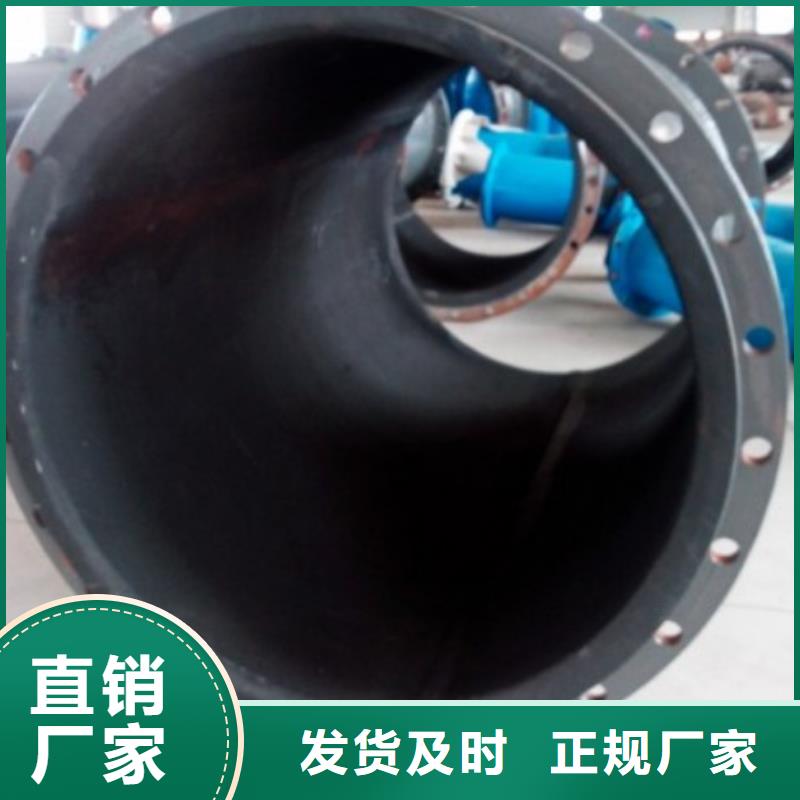

衬胶钢管和衬塑钢管的差别:<1>使用期:因为硫化橡胶内衬管一般 由橡胶垫内接,要有钢筋搭接连接头,内衬塑料软管一次成形。因而,在一般的有机化学水运输和循环水处理中衬塑管道的特性更平稳,使用期更长;在碾磨物质的状况下,衬塑复合管更经久耐用。<2>成本费:硫化橡胶内衬和里衬塑料软管因为原材料和制作工艺的不一样,在成本费上存有显著差别。在整体成本费层面,里衬塑料软管在里衬橡胶软管优点显著。


生产流程上的体现:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,橡胶衬里首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
5、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
衬胶管道生产工艺是常繁琐的,并且全部工序都是手工制作,这就影响了衬胶管道的生产效率,但质量得到保证。 有的客户问过产品价格和制作周期后说我们企业工作效率不行,不可等,但我们厂家不会因为您的一个单子而违规生产,所以请广大客户见谅。当您了解了制作工艺,您可能就明白很多。
技术检测上的体现:
一、工作压力:≤1.6mPa,承受负压,介质温度:-50℃~150℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、设备制作验收规范按HGJ92-90规范、GHJ33-91规范;
2、设备及管件法兰按GB2555-81、GHJ45-91规范或用户需求制造;
3、设备焊接按GB/T4709-92规范,焊缝按GB13985-88规范;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超越50mm/s探测,以不击穿为合格。
衬胶,管道衬胶哪家做的质量好洛阳纵横制造为您呈现
洛阳纵横制造有限公司生产的衬胶,衬胶设备、管道衬胶,设备衬胶,,衬塑管道,衬胶防腐管道,钢衬四氟聚乙烯管道及弯头,衬胶三通,衬胶四通,衬胶异径管等。根据物体介质的不同选择不同的产品,这样才能达到项目的需求。衬胶,管道衬胶产品被广泛应用在火电、化工、环保,污水,矿山、海水淡化等行业领域之中。



纵横机械制造有限公司主打: 河北沧州【衬胶管】等。我厂是集研发,生产销售为一体的大型厂家,工厂位于空港产业集聚区,拥有一支高素质的 河北沧州【衬胶管】营销人员及生产、安装队伍。我们的产品工艺精湛,设计精美,款式新颖,图案美观,色彩丰富,质量上乘,品种繁多,坚固耐磨,实用性强,且融入现代家纺新理念。 联系人:薛经理 .


