

联系我们

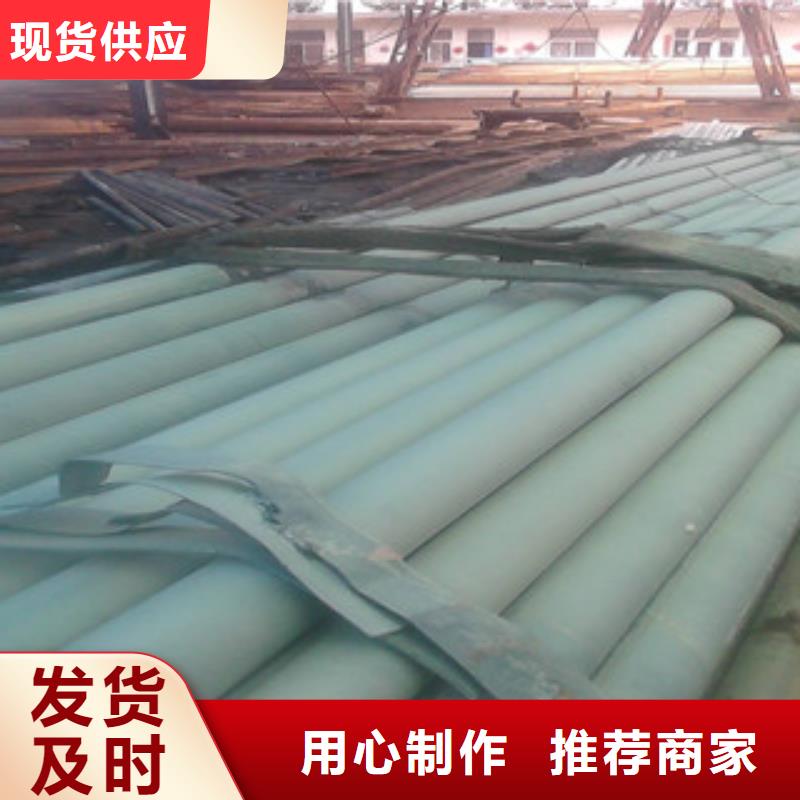
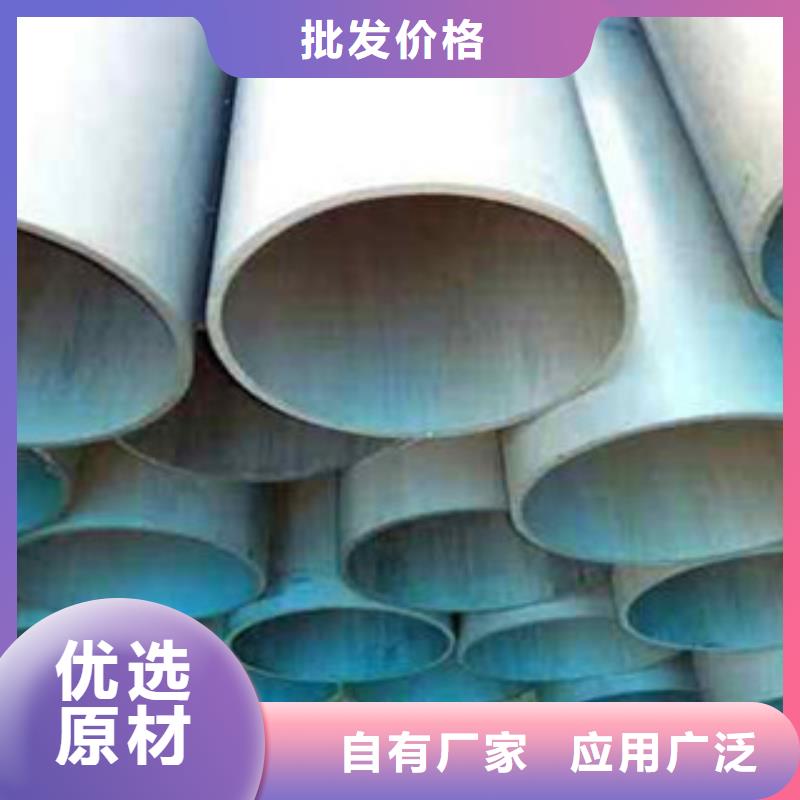
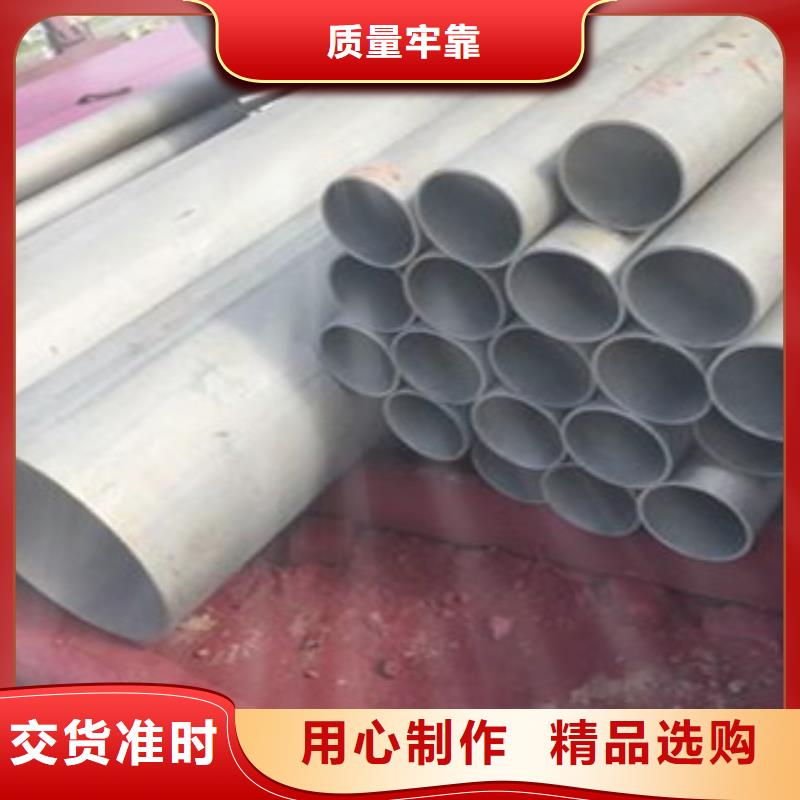
酸洗磷化无缝钢管异型无缝钢管质检严格放心品质
更新时间:2025-01-03 21:52:28 浏览次数:2 公司名称:聊城 浩融金属制品厂有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 品牌 | 浩融金属 |
| 类型 | 酸洗磷化无缝钢管 |




浩融金属制品厂有限公司自创建以来,秉承“人以诚为本、利以信为先 ”的核心理念和“薄利多销、互利共赢”的经营理念。为客户提供优质、的 山西长治铜管采购解决方案。在激烈的市场竞争中,树立了良好的公平、公正的企业形象,把握市场机遇,将公司做大做强。也得到了厂商、同行业及广大客户的一致好评和认可。 公司通过十余载的不懈努力,与多家大型 山西长治铜管厂建立了良好的合作伙伴关系,公司坚持以诚信广交朋友,以服务增进感情,真诚为广大客户创造价值,为广大客户提供优质可靠的 山西长治铜管产品和全心全意的服务。



用法:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;
一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净, 再用碱水或石灰水冲洗中和。



在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。 一般原则是:涂漆前打底磷化、快速低温磷化需要表调。
如果工件在进入磷化槽时,已经二次生锈, 采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。 磷化前预处理工艺是: 除油脂--水洗--酸洗--水洗--中和--表调--磷化 除油除锈\"二合一\"--水洗--中和--表调--磷化 除油脂--水洗--表调--磷化 中和一般就是0.2%~1.0%纯碱水溶液。在有些工艺中对重油脂工件,还增加预除油脂工序。

