

我们精心制作的珩磨管【油缸缸筒】全品类现货产品视频已经准备就绪,【解锁新品!】珩磨管【油缸缸筒】全品类现货产品视频,带你穿越新品体验之旅!
以下是:珩磨管【油缸缸筒】全品类现货的图文介绍
九冶管业有限公司拥有一支成熟的 黑龙江齐齐哈尔油缸管专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 黑龙江齐齐哈尔油缸管。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。




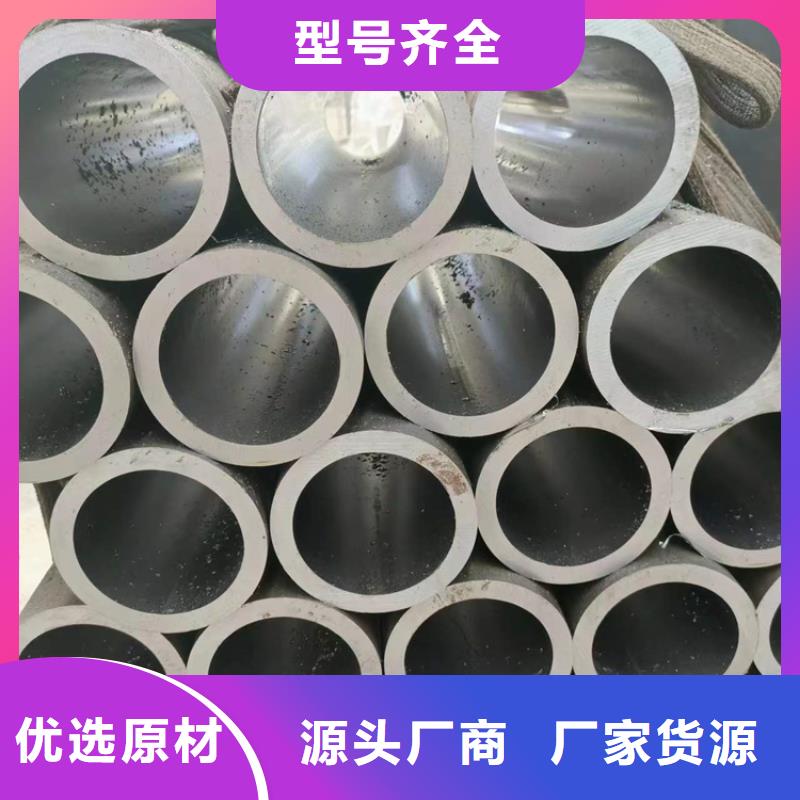
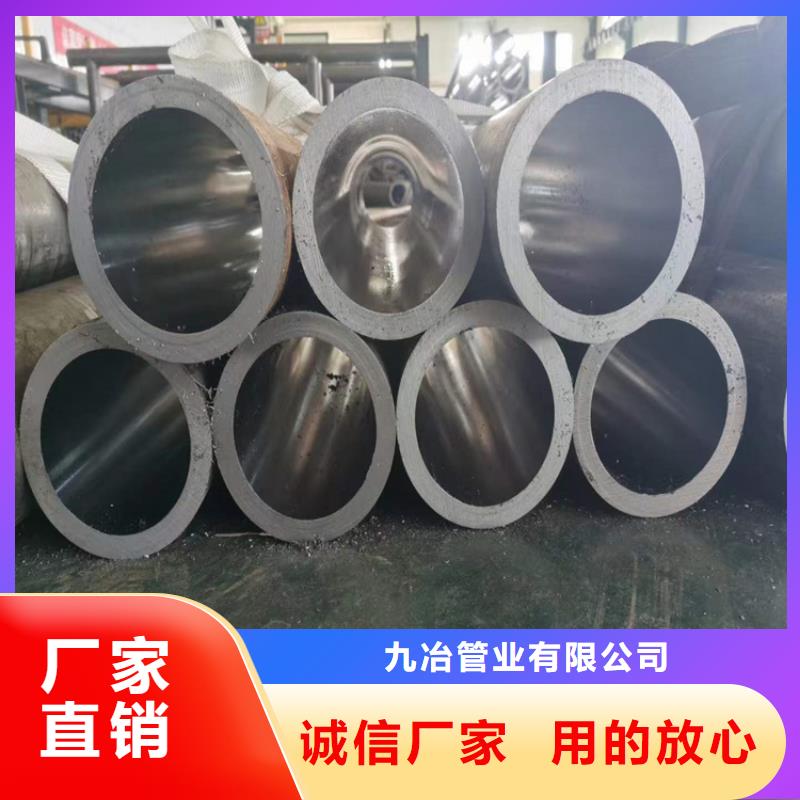
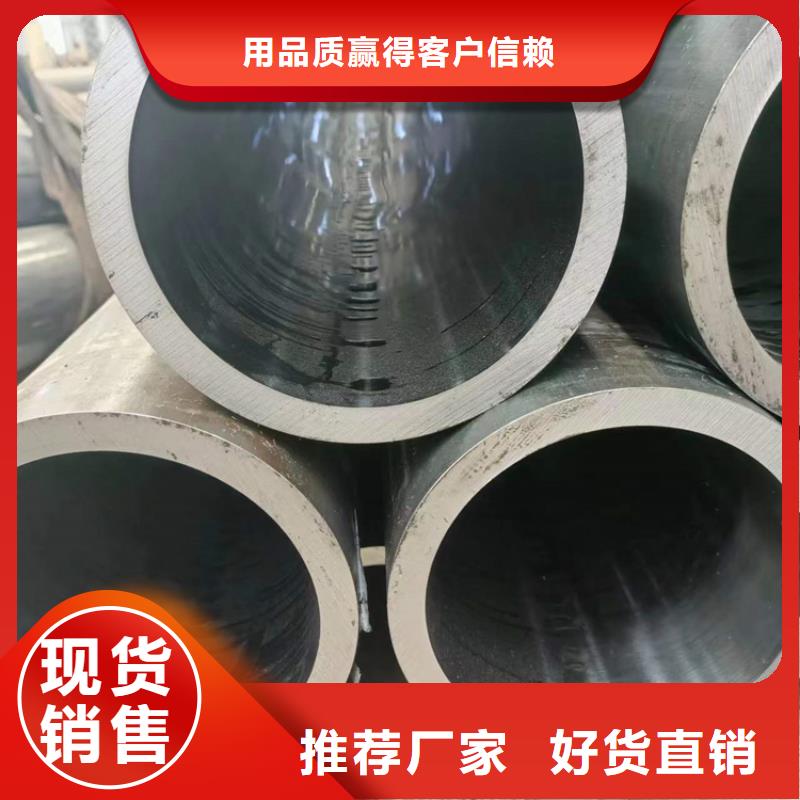
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。



珩磨管专业知识问答1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。


但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。


