


别再等待了,仅仅一分钟,就能通过我们的冷拔管冷拉管一致好评产品产品视频探索到无数令人心动的细节和亮点。
以下是:冷拔管冷拉管一致好评产品的图文介绍



冷拔管技术包括连轧、冷拔管、三辊轧管、CPE顶管、挤压管等。其中20#冷拔管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。



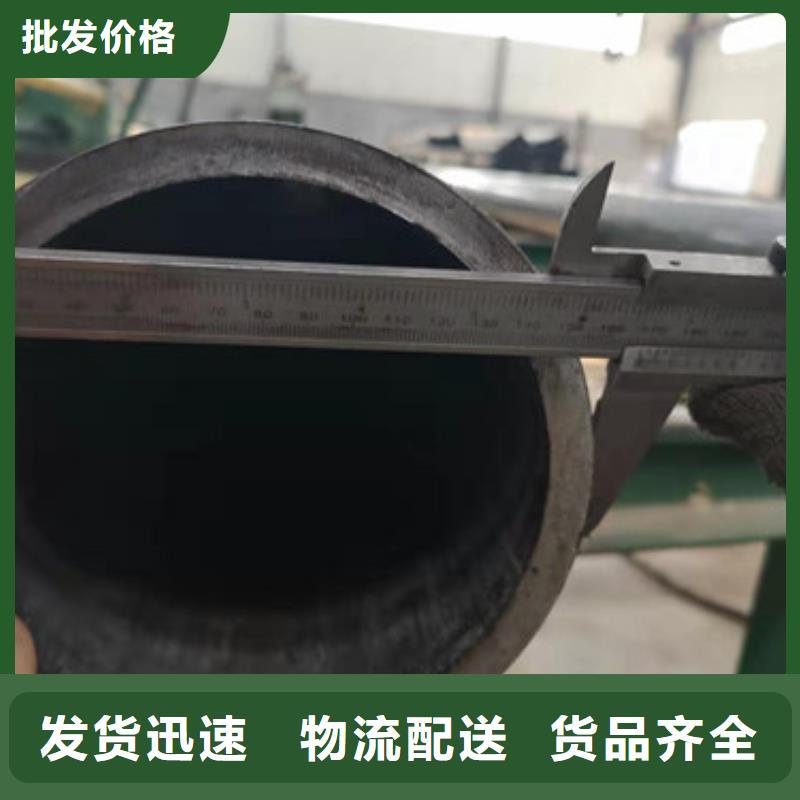
冷拔管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧冷拔管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足冷拔管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧冷拔管焊接,从而获得稳定的冷拔管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。


精拉管业有限公司是生产 安徽淮南精拔管的专业性企业,已有多年的 安徽淮南精拔管生产历史。公司是以 安徽淮南精拔管产品为主业,集研发、制造、销售服务于一体,建有完整的质量保证体系,技术力量雄厚,检测手段先进。 本公司产品按标准 设计制造,企业技术力量雄厚,建有先进的 安徽淮南精拔管性能测试系统,以科技为先导,不断进行创新,面向市场生产用户满意的 安徽淮南精拔管产品。




如何增加冷拔管的冷催性?
(1)固溶强化元素
磷升高韧性一脆性转化温度;还有钼、钛和钒;含量低时影响不大而含量高时升高韧性一脆性转化温度的元素有,硅、铬和铜;降低韧性一脆性转化温度的有镍,先降低后升高韧性一脆性转化温度的有锰。
(2)形成第二相的元素
以第二相增加冷拔管冷脆重要的元素为碳,冷拔管中碳含量增加,珠光体含量增加,平均每增加1%珠光体体积,韧性一脆性转化温度平均升高2.2℃。铁素体一珠光体钢中碳含量对脆性的影响。加入钛、铌和钒等合金化元素,形成弥散分布的氮化物或碳氮化物,引起冷拔管的韧性一脆性转化温度上升。
(3)晶粒尺寸
影响韧性一脆性转化温度,随晶粒粗化,韧性一脆性转化温度升高。细化晶粒则降低冷拔管的冷脆倾向,这是广为应用的方法。
(1)固溶强化元素
磷升高韧性一脆性转化温度;还有钼、钛和钒;含量低时影响不大而含量高时升高韧性一脆性转化温度的元素有,硅、铬和铜;降低韧性一脆性转化温度的有镍,先降低后升高韧性一脆性转化温度的有锰。
(2)形成第二相的元素
以第二相增加冷拔管冷脆重要的元素为碳,冷拔管中碳含量增加,珠光体含量增加,平均每增加1%珠光体体积,韧性一脆性转化温度平均升高2.2℃。铁素体一珠光体钢中碳含量对脆性的影响。加入钛、铌和钒等合金化元素,形成弥散分布的氮化物或碳氮化物,引起冷拔管的韧性一脆性转化温度上升。
(3)晶粒尺寸
影响韧性一脆性转化温度,随晶粒粗化,韧性一脆性转化温度升高。细化晶粒则降低冷拔管的冷脆倾向,这是广为应用的方法。