

联系我们
不锈钢管热轧
发布时间:2024-06-30 15:47:10 浏览次数:1 公司名称:[抚州]金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |

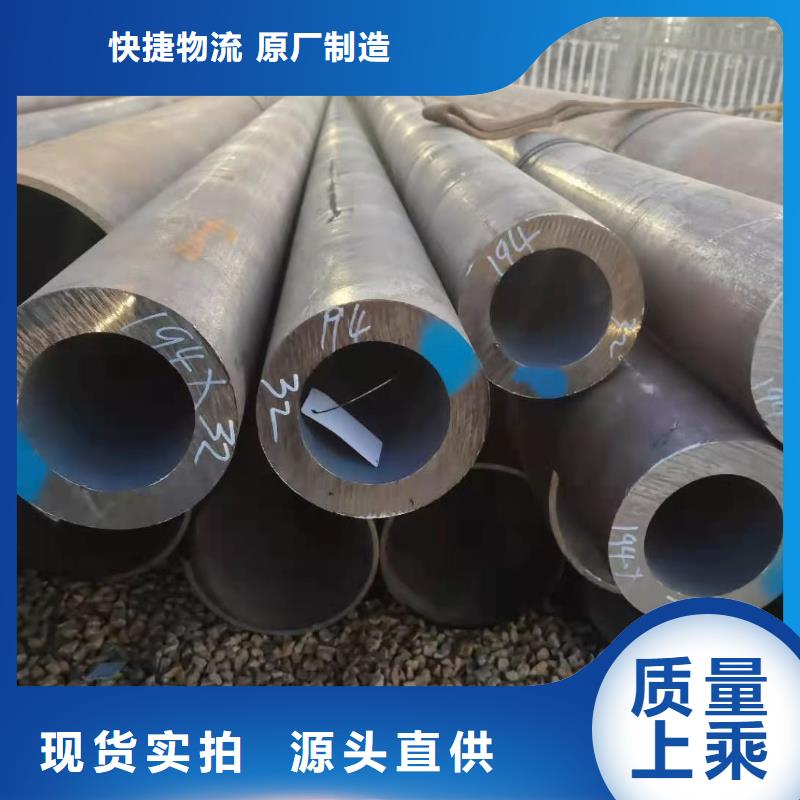





小口径厚壁无缝钢管的应用处理方法
1、小口径厚壁无缝钢管支管打磨抛光:激光切割结束,应应用磨光机对支管塑层开展打磨抛光解决,其目地是防止在法兰盘焊接时使塑层产生熔融乃至点燃使管路毁坏。应用磨光机将支管塑层开展打磨抛光。
2、小口径厚壁无缝钢管镀塑解决:打磨抛光结束,应用co2、C2H2在管路外界对支管开展加温,加温到內部塑层单位有熔融状况,随后技术工人将用准备好的静电粉末对支管均值擦抹,应注意一定要擦抹及时,法兰片镀塑要擦抹到防水线之上。此全过程应严控加温溫度,如温度过高,在镀塑过程中将会出现汽泡造成,如温度过低,在镀塑全过程中静电粉末熔融不彻底,之上状况在管路交付使用后都是会造成塑层掉下来的状况,终管路小口径厚壁无缝钢管单位被腐蚀毁坏。
3、小口径厚壁无缝钢管激光切割:依据具体所需管道长短,对管路应应用金属材料锯、无齿锯激光切割。在激光切割全过程中应用水焊时一定对原料要有维护方式,激光切割时要在断裂面处两整个部位用防火安全耐高温的原材料做隔板抓住激光切割时落下来的火苗和热钢水豆,维护好原料的原来塑层。
4、小口径厚壁无缝钢管管路联接:补塑结束,将管路与管材联接安裝,在联接全过程中法兰盘中间加橡胶板,拧紧地脚螺栓时拧紧到密封性情况。

q355b厚壁无缝钢管晶间腐蚀的操纵
在q355b厚壁钢管产生的各种各样浸蚀中晶间腐蚀约占10%它会使晶体间的结合性有一定的降低,在地应力的功效下,非常容易造成裂痕,乃至裂成粉末状,而且很隐敝,从其外观设计上看不出。另外它也是诱发其他浸蚀的关键缘故。q355b厚壁钢管的晶间腐蚀主要是因为位错区贫Cr所造成的,而C非常容易和Cr产生化学物质,使Cr成分降低。因此,晶间腐蚀的避免对策是:
1、成分及机构
(1)C成分
钢中C成分是影响q355b厚壁钢管晶间腐蚀的***关键要素。一方面,严控C成分,使基材金属材料和焊丝的碳含量操纵在0.08%下列;另一方面,在对接焊缝和焊接材料中加上增稠剂Ti、Nb等原素,与C的亲和力强,使碳在于Cr与之融合,转化成平稳的化学物质。
(2)两相机构
两相机构,会进一步提高抗晶间腐蚀的工作能力。一方面,添加金相组织产生原素,如铬、硅、铝、钼等,使焊接产生两相机构;另一方面,挑选含金相组织转化成剂比较多的焊接原材料。
2、焊接加工工艺
(1)溫度在450~850℃这一溫度区段,尤其是650℃是容易造成晶间腐蚀的风险溫度区(又被称为敏化溫度区)。因此q355b厚壁钢管焊接时,可采用在焊接件下边垫铜钱,或立即在焊接件反面浇灌制冷的方法,使中间迅速制冷,降低在该溫度区段滞留的時间,是提升 连接头抗腐蚀工作能力的合理对策。
(2)焊接线动能的扩大,将加快q355b厚壁钢管的浸蚀。在焊接加工工艺上,能够选用小电流量、高焊速、短弧、多道焊等方式,减少线动能。采用低的焊接线动能,迅速根据敏化溫度区的方法来防止造成热影响区晶间腐蚀。
3、焊后处理工艺
焊后将q355b厚壁钢管的焊接连接头再次加温至1050~1100℃,再次时效处理,或是再次加温至850~900℃,隔热保温1h,开展匀称化解决,以清除贫铬区。

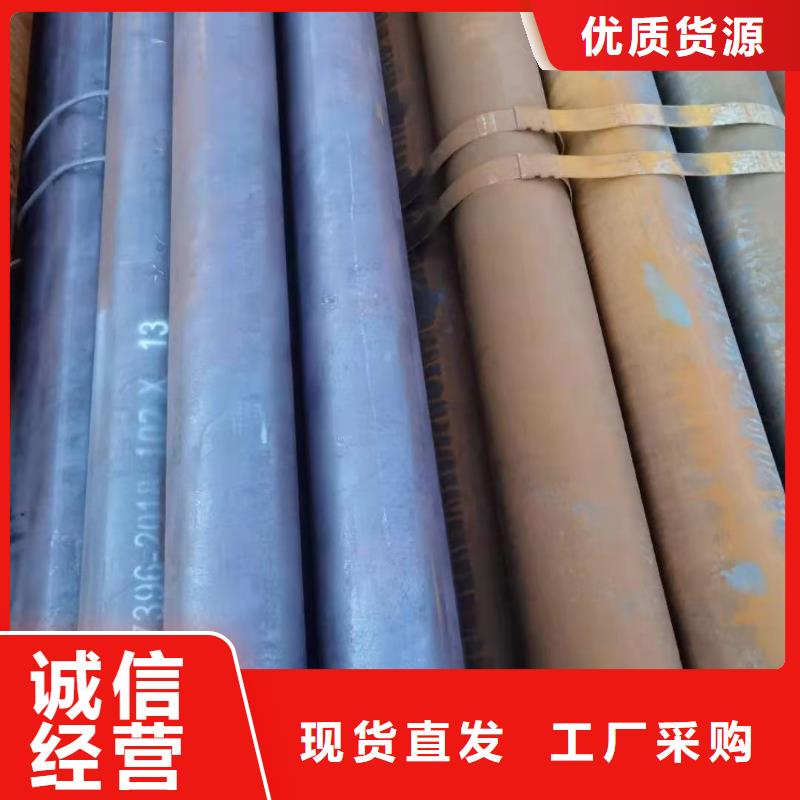
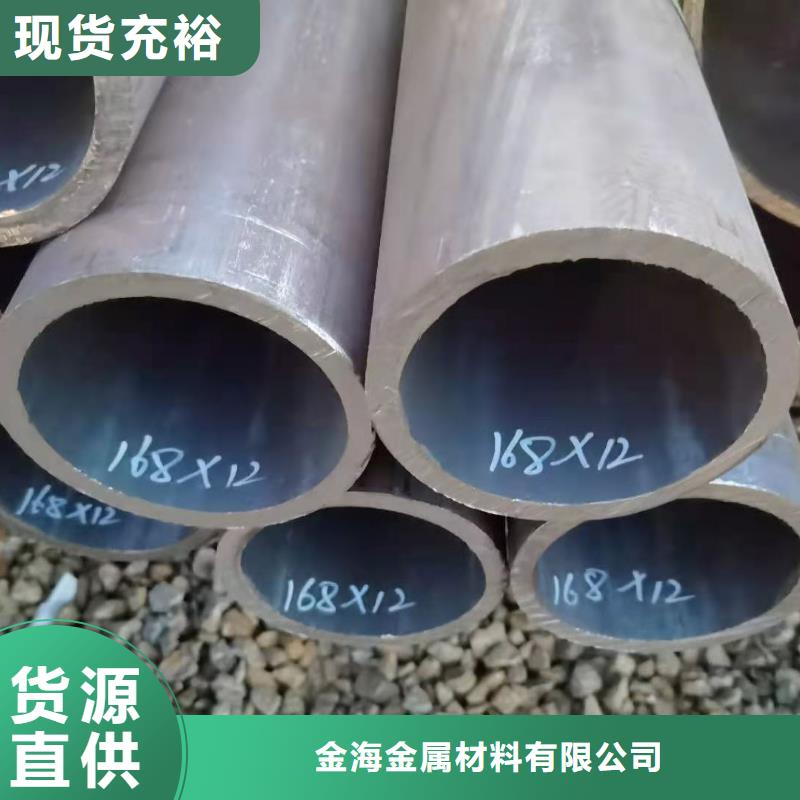
一般的厚壁无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
厚壁无缝钢管成型加工工艺,即20#厚壁钢管发电机组成型及口模一部分板孔设计方案和调节方式均会立即危害电焊焊接品质的好坏。传统式的成型加工工艺为辊式成型加工工艺,有人下单半经,双半经;W反弯法成型板孔管理体系,再加二辊、三辊、四辊或五辊挤压成型辊,二辊或四辊口模来确保成型品质。此类传统式辊式成型加工工艺,大多数用以直徑低于φ114mm的20#厚壁钢管发电机组。英国的排辊成型加工工艺、奥钢联的CTA成型技术性,日本国中田的FF或FFX软性成型技术性等,对成型后的焊缝样子和优良的工艺性能都是有不错的确保,适用规格型号范畴更广的20#厚壁钢管发电机组。各种各样成型生产工艺,有不一样优点和缺点,合适不一样的标准,依据商品考试大纲、商品主要用途应在机器设备型号选择时深思熟虑、以挑选不一样的成型生产工艺。
以便降低弹性变形,针对厚壁无缝钢管发电机组生产加工形变道次都比一般20#厚壁钢管道次相对提升2~3道次。在形变分配上,应降低原始时形变视角,确保平稳的咬入,正中间弯型视角适度增加,后侧形变适度降低,提升形变道次不仅是降低形变力,还可使热轧带钢有释放出来表层地应力的机遇,让表层地应力提升的系数迟缓,能够防止出现裂痕。在调节全过程中,******应确保竖直轴线的各道次统一-,以管理中心做为基轴,找准定位规格及正中间套,在直线的部位上,应依照加工工艺分配,产生进山线(出山线)平平行线,不可以出現曲线图颤动。在沒有穿带前,就应当调节好各声卡机架的板孔样子,精确测量各道次规格,确保商品平稳进到各声卡机架。在调节时要平衡支承,不能在一个声卡机架上强制形变,确保提高角平稳匀称转变。
