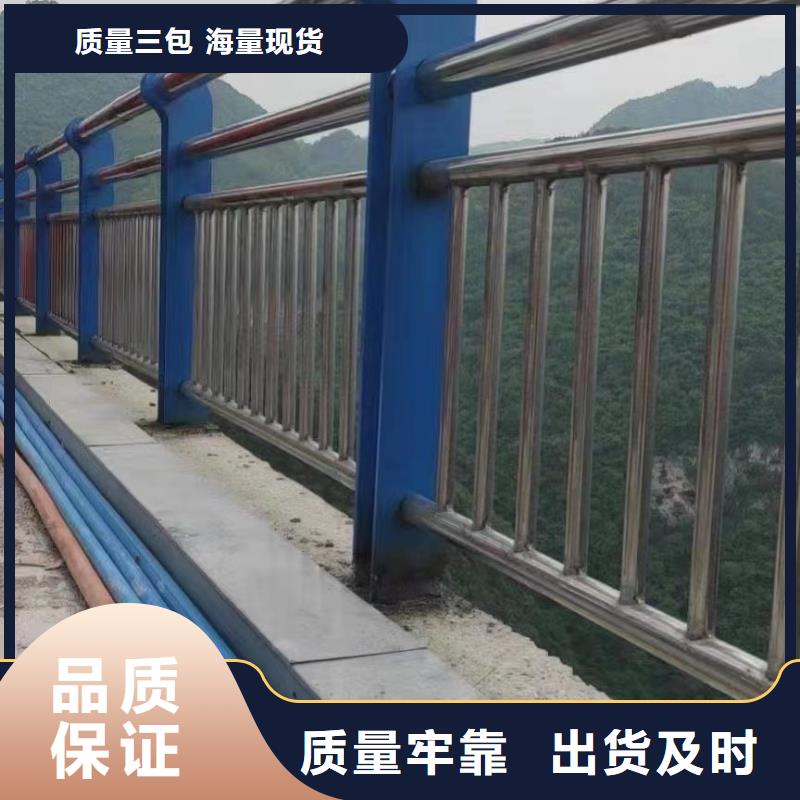
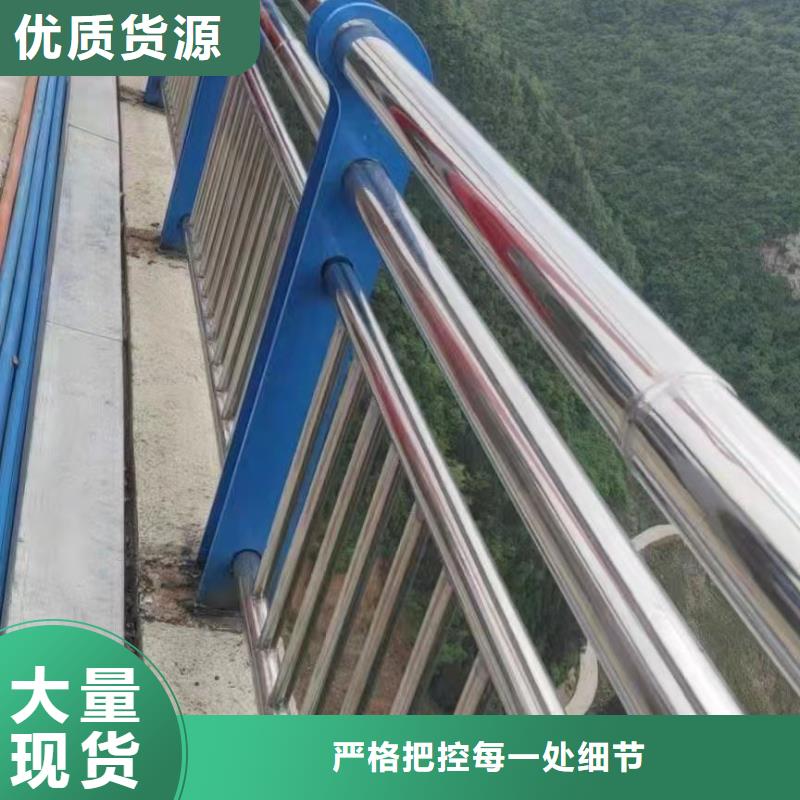
值得信赖的LED灯光护栏
更新时间:2024-12-25 13:29:42 浏览次数:2
以下是:值得信赖的LED灯光护栏的产品参数
| 产品参数 |
|---|
| 产品价格 | 216/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9987888 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 100米 |
|---|
| 是否厂家 | 是 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 聚晟 |
|---|
| 材质 | 不锈钢 |
|---|
| 是否可定制 | 是 |
|---|
以下是:值得信赖的LED灯光护栏的图文视频
导读 值得信赖的LED灯光护栏,聚晟护栏制造有限公司为您提供值得信赖的LED灯光护栏的资讯,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,发货地:聊城开发区工业园发货到福建省 福州市 台江区、仓山区、马尾区、晋安区、闽侯县、连江县、罗源县、闽清县、永泰县、平潭县、福清市、长乐区。 福建省,福州市 唐开元十三年(725年),升福州为都督府,府治设在州城内(今鼓屏路),福州之名始用至今,因为境内一座福山而得名,建城于汉高帝五年(前202年)。宋代是福州历史上的黄金时代;从明代起,福州一直是福建的省会;民国三十五年(1946年),福州设市。福州是历史文化名城,福州马尾区是中国近代海军的摇篮、中国船政文化的发祥地,是近代中国早开放的五个通商口岸之一。曾获中国旅游城市、卫生城市、滨江滨海生态园林城市、环境保护模范城市、全国双拥模范城市、全国文明城市等称号;也是福州都市圈核心城市,国务院批复确定的海峡西岸经济区中心城市之一、滨江滨海生态园林城市。是中国人民解放军东部战区陆军驻地以及中国东南沿海重要都市、首批对外开放的沿海开放城市、海洋经济发展示范区、海上丝绸之路门户以及中国(福建)自由贸易试验区组成部分。
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。







总结 值得信赖的LED灯光护栏,聚晟护栏制造有限公司专业从事值得信赖的LED灯光护栏,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,发货地:开发区工业园,以下是值得信赖的LED灯光护栏的详细页面。