






锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
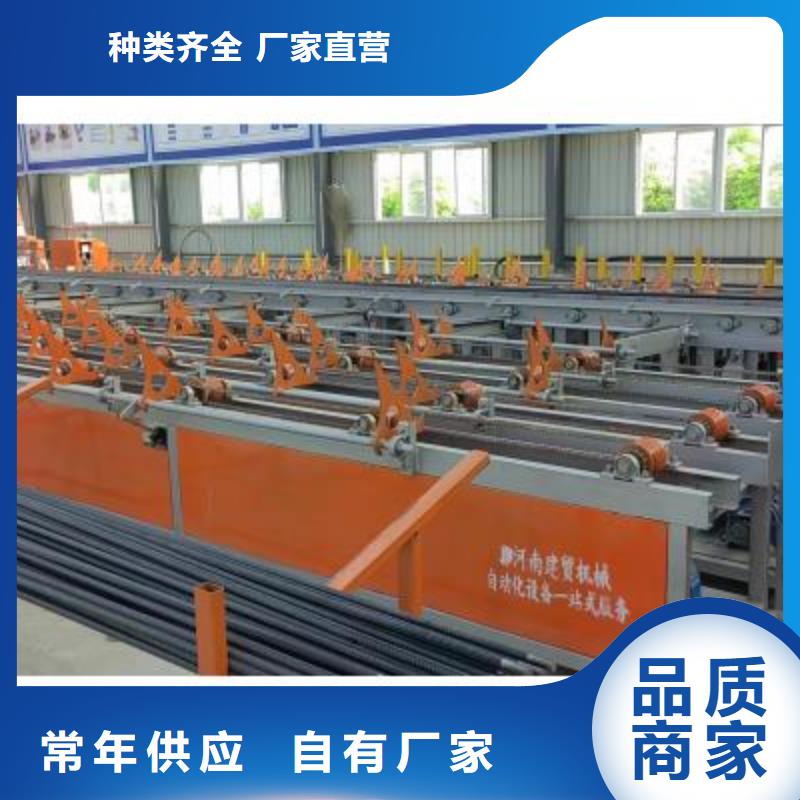
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快锯床加工化、范围扩大化。锯切效率,尤其是厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点
近年来,公司不断加大研发投入和技术创新的力度,产品的更新换代及产品的内外不断,一批科技含量高、社会效益好的产品不断推出,增强了企业的市场竞争力。
导向块结构科学合理,锯条的使用寿命
锯切,精度高
工件采用手动,操作方便
双立柱结构,垂直升降,*性高
※切削速度液压控制,无级调速
※工件*液压*,操作方便

金属带锯床的操作:
1.打开控制柜一侧的电源总开关,打到“ON”位置。
2.打开总停开关,按动锯切按钮,查看锯床是否正常运转。
3.启动面板的上升按钮,使锯框升起。
4.装入锯条并涨紧锯条。
5.放置材料,调整好材料位置。
6.点按操作面板上的夹紧按钮开关,夹紧工件。
更换锯条:
1.升起锯床。
2.松开导臂下的夹紧锯条的螺栓。
3.在锯框左侧转动旋转把手,放松锯条。
4.取下锯带。
5.将新锯带套上锯轮(注意锯齿方向应该向右),立式金属带锯床厂家,并将锯带装入导轮和夹持片之间,旋转夹紧螺栓。
6.转动锯框左侧的旋转把手,使锯带涨紧并盖上护罩。

3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。
9 、机床作业时如发现毛病,应立即泊车报告建造与保障部派机修工修补。鑫岳机床一直认为:供给优质的产品,是报答客户 的办法。
 抚州数控钢筋锯切生产线为您服务
抚州数控钢筋锯切生产线为您服务
