

联系我们

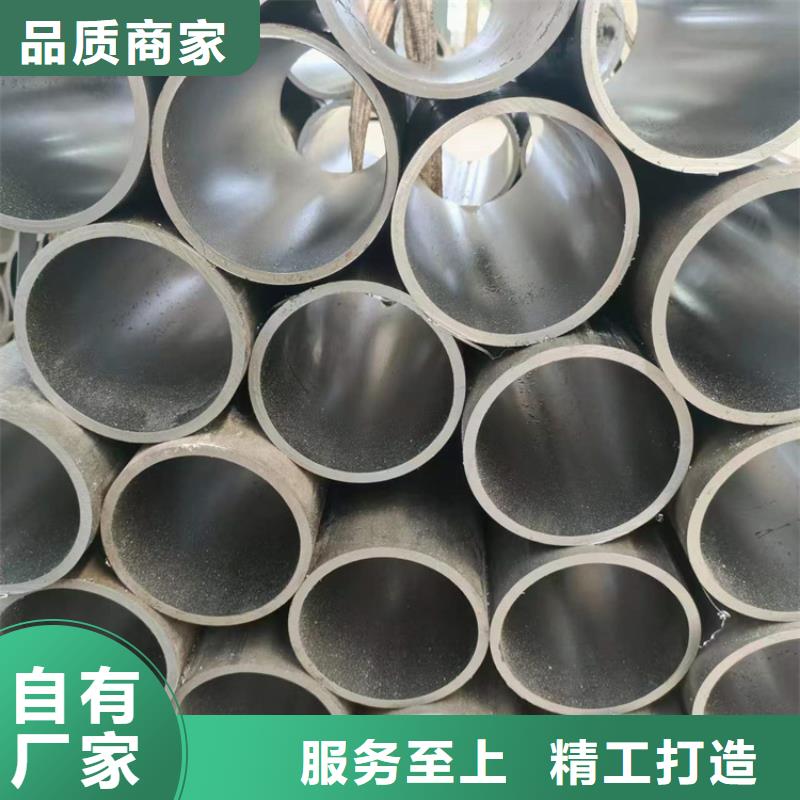
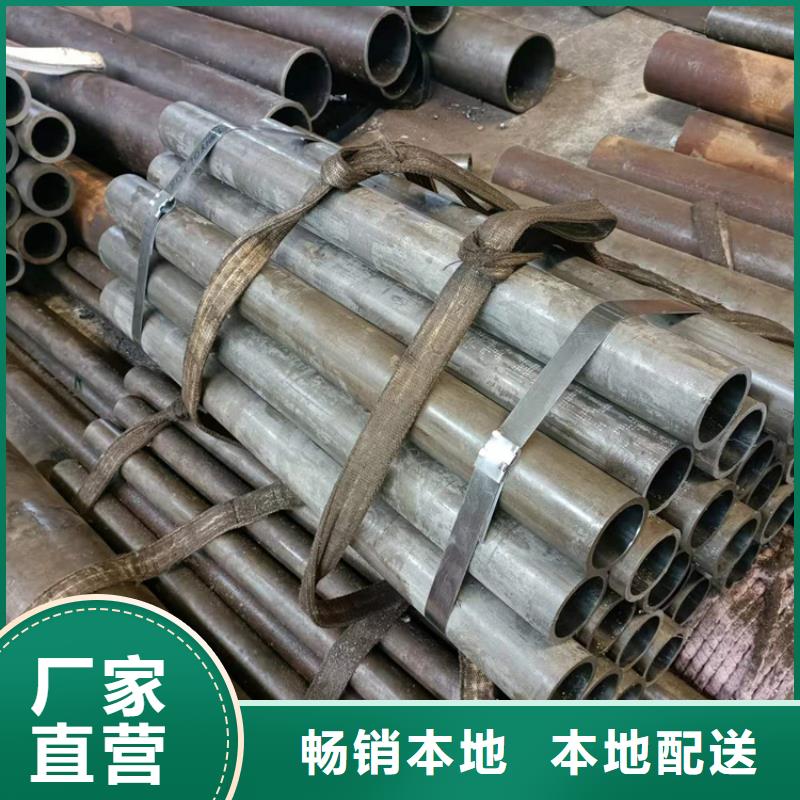
非标珩磨管
更新时间:2025-01-05 20:58:21 浏览次数:1 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#珩磨管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸汽车配件 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/27SiMn |
| 质量等级 | 正品 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 是否厂家 | 是 |
| 加工定制 | 是 |


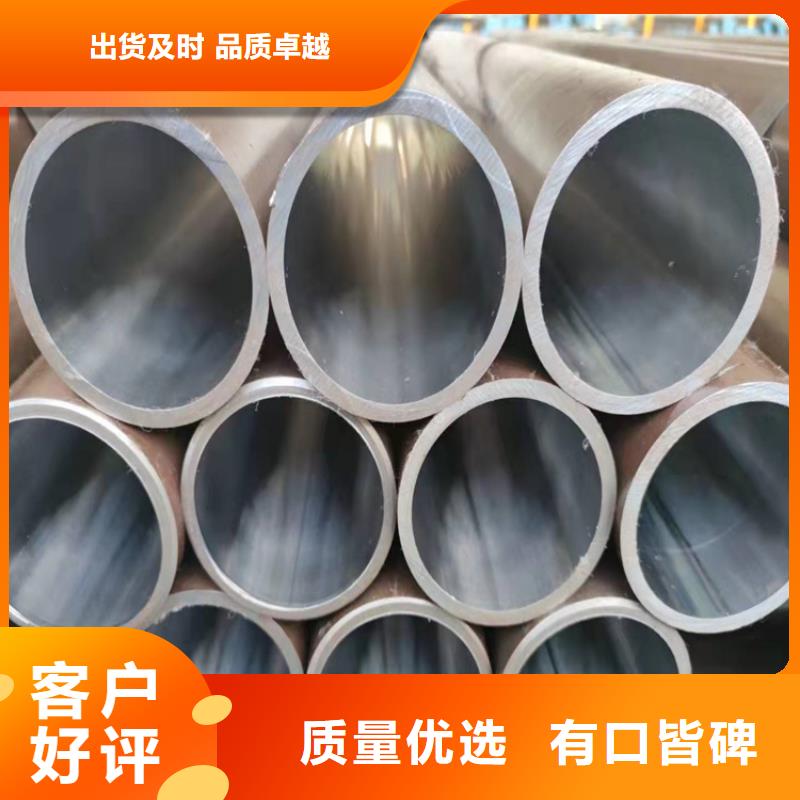




珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
珩磨管调质处理的定义及其效果虽然不常接触,但也知道珩磨管的调质处理是热处理工艺中的一种,一般在珩磨管成型之后才会实施。那什么是调质处理工艺呢?又会有怎样的效果?珩磨管的调质处理是指管材在淬火后再进行高温回火,目的很简单,就是使调质后的珩磨管具有优良的综合机械性能。整个工艺过程中,作为关键的就是调制处理工艺的加温时间、保温时间、冷却速度及冷却介质等参数的把握,这些都是要看具体的材料、具体技术要求决定的。经过调质处理之后的珩磨管确实发生了很大的变化,它不仅能够保持较高的强度,与此同时还具有很好的塑性和韧性,更能符合各种不同工况的应用需求。