



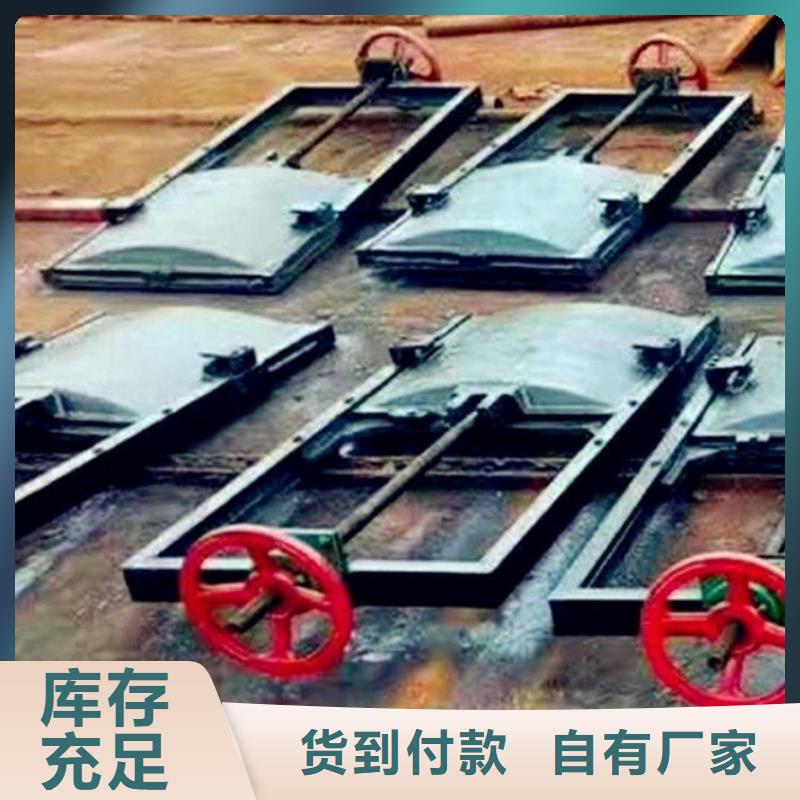
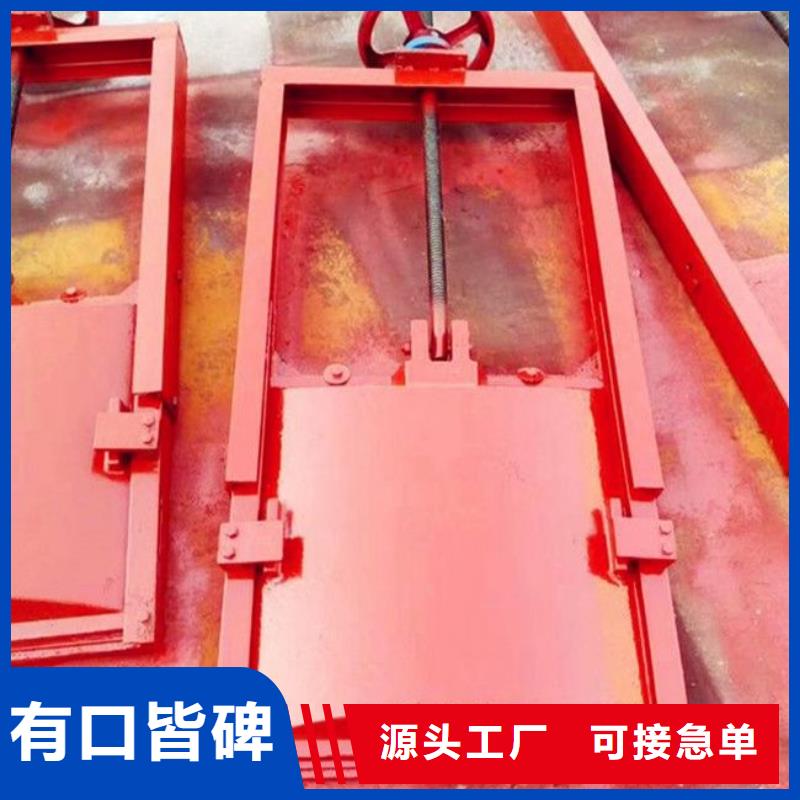
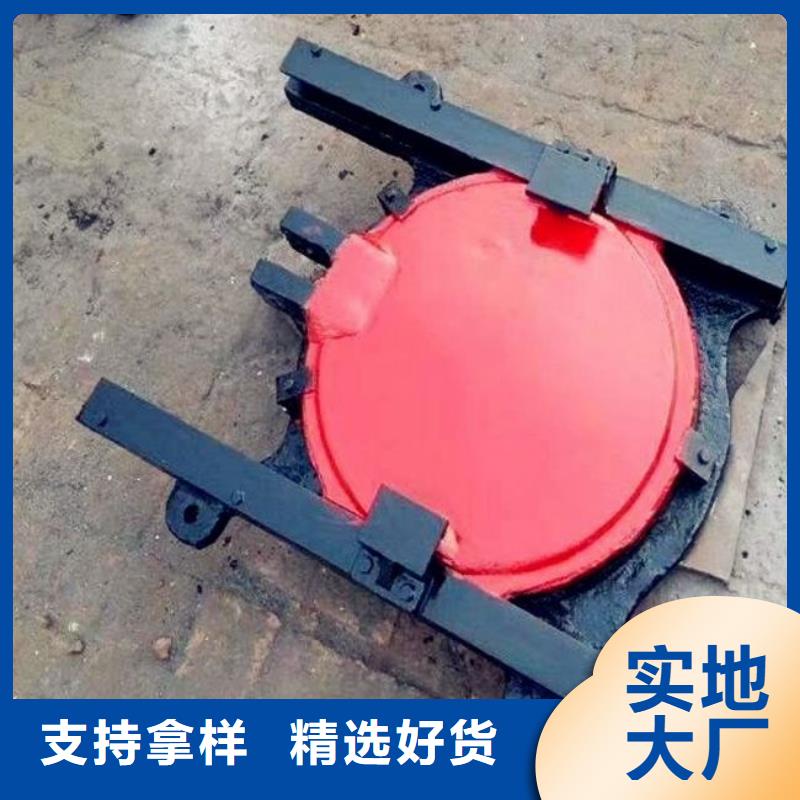

铸铁拍门的安装方法 安装前的准备: 1、查看发货清单,清点货物数量及紧固件、备件等数量是否与清单一致,同时做好货物的保管工作。 2、查看安装资料(如安装图、合格证、使用说明书等)是否齐全。 3、检查洞口尺寸是否符合土建尺寸要求,洞口平面应尽量平整,土建在立面内应有一定的倾角。 4、检查预留孔或预埋螺栓位置是否正确,若为法兰连接,请检查是否与拍门 法兰相配。 5、对铸铁拍门在运输过程中的变形及损伤要进行全面的检查和修整且未安装前 必须水平放置,防止铸件变形影响止水效果。 四、安装: 1、把铸铁拍门门框直接与预埋螺栓联接,调正位置后紧固。注意拍门平面应与 竖直面成一定的倾角。若为钢制拍门,用法兰连接或直接焊按连接。 2、拉动门体上的吊耳,拍门启闭应灵活,否则应加以调整。 3、用混凝土二次浇灌把拍门门框与土建接触面间的缝隙填实。 4、每年应作一次防腐处理。 5、定期检查密封止水弹性及密封效果并更换无效密封环。 
对于铸铁拍门这类的水利施工设备来说,我们在实际的生活中是有着很广泛的应用的,所以对于这类闸门的性能质量我们也是要有良好的保障的。 在铸铁闸门的诸多性能优势中,耐腐蚀性是其中的一个重要方面。那么我们在进行相关的闸门防腐工作的时候,首先自然是要对造成这类设备腐蚀的主要来源有一个比较全面的了解,这样才能够更好的“对症下药”。 造成铸铁闸门腐蚀的*大原因自然是与其zui常接触到的水质情况有关。一般在各类的江河湖海水中都是会含有大量的酸碱或盐类物质的,这些物质成分都是会给铸铁闸门带来很大的侵蚀破坏的,所以我们在进行相应的防腐技术研制的时候自然也是要充分做好这方面的工作的,第二类会给铸铁闸门带来腐蚀影响的就是这类闸门所安装和使用的环境气候等因素。不同的气候条件下空气的温湿度以及对应的阴晴情况也是各有差异的,所以在研制铸铁闸门的时候我们是要能够根据具体的使用环境的相关因素来进行相应的差异化设计,从而能够保证其更好的为我们所用。 为了更好地发挥出我们厂产品的优势价值,我们在进行作业的时候就需要按照相关的规定来进行,同时对于这些事项也是要注意到的: *,不同施工场合中铸铁闸门的施工差异。虽然说这类的水利器械在性能方面都是大同小异的,但是不同的使用环境对于实际的作业和后期的使用价值的发挥来说也是有很大的影响的。所以我们就需要注意不同的环境中对于施工的不同规格标准。 第二,对于施工工艺的选择。很多的施工场合中我们需要实现的水利工程的重点功能是有所差异的,因而在施工工艺的选择上也是要适需而定的,这样才能够为相关工程的功能发挥提供更为有利的促进因素。 第三,做好相关的场所清理工作。关于这点的实施,不仅仅是涉及到施工过程中,同时对于施工后的零部件及工具等的整理检查等等工作也是要包含在内的,这也是为了使工程能够更加顺利的为我们的生产生活服务。 
电动装置为全封闭结构,适用于户外工作,采用蜗轮蜗杆传动。内设行程限位和扭矩保护装置,行程限位装置由一组计数齿轮和硬触点限位开关构成,当闸门开或关到位时,计数齿轮带动行程限位杆,使硬触点限位开关工作,自动停止闸门开、关动作,当由于某种原因行程限位开关未动作引起扭矩增大时,扭矩保护开关动作,保护启闭装置不受意外损伤。电动装置上另设指针式开度指示器、加热电阻。指针式开度指示器与计数齿轮相连,能够直观地反映出闸门所处开度位置,加热电阻在启闭机工作时自动接通,用以去除电动装置内的湿气,确保内部干燥,保证各电器元件的工作可靠性。
启闭螺母内部加工成梯形螺纹,精度等级为7H,表面粗糙度小于6.3微米,与闸门启闭杆组成一对螺旋付。启闭螺母与电动装置输出端采用牙嵌式连接器,牙嵌式连接器的卡爪间留有间隙,使闸门开闭时的瞬间产生捶击作用,达到捶击启动的目的,增大铸铁闸门启闭时的予起力。
铸铁支座呈封闭式柱状结构,用以承受启闭铸铁闸门时的重力或支反力,内装承重轴承,外型精美。
护罩由薄壁不锈钢管制成,其长度一般比闸门行程大200mm,一端密封,另一端用螺栓固定在启闭机上部电动装置上,可以有效保护丝杆螺纹免受损坏。

铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。

