

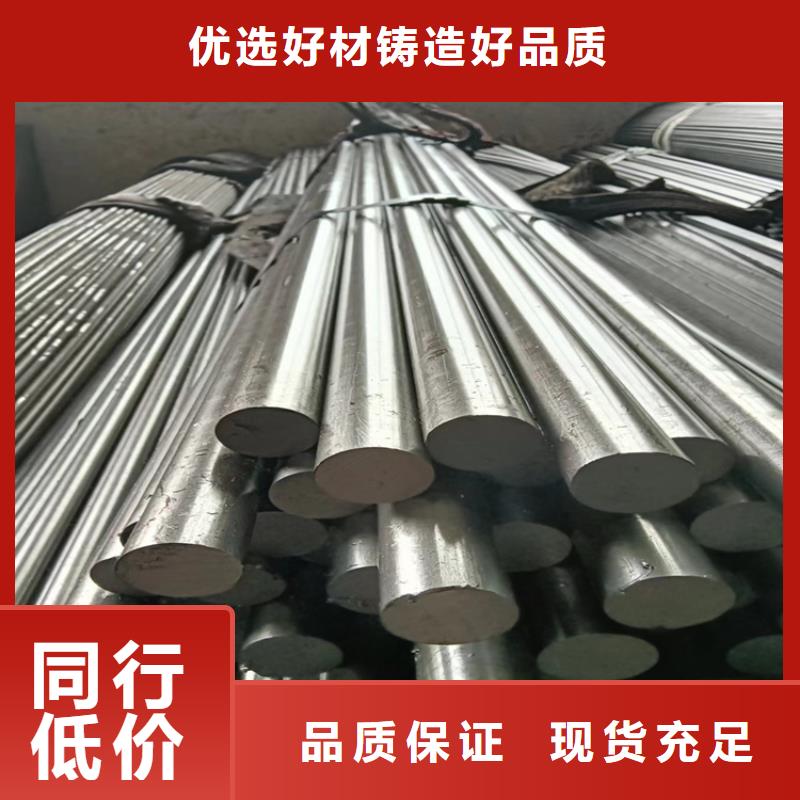

40CrMo冷拉光轴/银亮棒厂家供应

冷拔圆钢加工工艺特点有:精度高、表面质量好。冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。冷拉钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。 高度 使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。 表面光滑 先进的冷挤压工艺使得冷拉钢产品表面光滑明亮。 材料大量节省 冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省 由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。

 40CrMo冷拉光轴/银亮棒厂家供应
<台州>鑫泽金属制品有限公司
40CrMo冷拉光轴/银亮棒厂家供应
<台州>鑫泽金属制品有限公司
 40CrMo冷拉光轴/银亮棒厂家供应
40CrMo冷拉光轴/银亮棒厂家供应

焊割技术专业生产制造的冷拉冷拔圆钢与手工制作焊条及实芯焊条還是有挺大不一样的,能够从下列五个层面看来,实际以下:(1)生产率与手工制作焊条对比,因为冷拉圆钢选用了持续焊接方式,因而生产制造率;与实芯焊条对比,因为冷拉圆钢电焊焊接溅出少、焊接成型好,因此降低了溅出与刃磨焊接表层的時间。(2)对冷拉圆钢的适应能力与实芯焊条对比,因为冷拉圆钢一般是根据高韧性衔接铝合金原素,因而能够像手工制作焊丝那般便捷地从秘方中调节铝合金成份,以融入被焊冷拉圆钢的规定。而实芯焊条每调节一次铝合金成份,就需要再次冶炼厂,其工艺流程多,难操纵,因而无法考虑使用量少而种类多的规定。并且有的碳素钢实芯焊条拉拨特性差,没办法拉拨成所需的焊条。这时耐磨损药芯焊丝更显其与众不同之优势。(3)职工实际操作规定冷拉圆钢对职工的实际操作水准规定低:与手工制作焊条比,省掉了往下运条的实际操作;与实芯焊条比,其电流量、工作电压融入范畴宽。(4)应用成本费与手工制作焊条及实芯焊条对比,冷拉圆钢自身的价钱很高。但针对知名企业而言,应用冷拉圆钢后,生产周期减少且焊接品质非常容易确保,因此产生的综合性经济效益是很高的。(5)抗潮性一般的喷焊药芯焊丝因为其生产制造方式的管束,在其钢皮的侧面有一条持续的间隙。因此冷拉圆钢在开启包裝以后的闲置時间不可以过长,防止受潮过多而危害电焊焊接品质。