


联系我们

自治区镀锌焊管厂家实体大厂
更新时间:2025-01-05 23:28:04 浏览次数:1 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 天津 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 镀锌 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 方形 |
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 3米 4米 5米 6米等 |


<锡林郭勒>神悦钢材有限公司10180
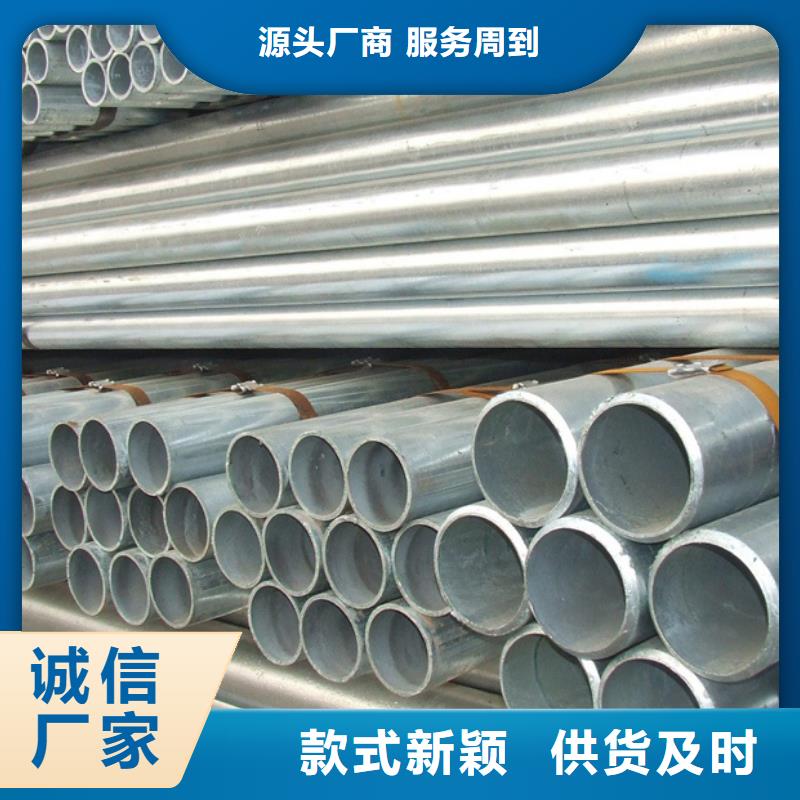
规定锡林郭勒镀锌管具有较高的长期抗压强度、较高的抗氧化腐蚀能力和优良的机构可靠性。 锡林郭勒镀锌管的主要用途:一般蒸汽管主要用于生产再热器管、沸水管、饱和蒸汽管、电力机车加热炉用饱和蒸汽管、大小排气管和拱砖管等。 镀锌管主要用于生产高压、高压加热炉的受热面管、再热器管、导管、主蒸汽管等。 制造锡林郭勒镀锌管的原材料一般具有长期抗压强度高、抗氧化、耐腐蚀等特点,以保证生产的质量和有效性。 在锡林郭勒镀锌管的生产过程中,要获得这样的优质管材,有很多工序。锡林郭勒镀锌管的冷作硬化后,可以获得比较满意的合金成分。工艺技术是光亮淬火炉,是使用的关键。废不锈钢板的热处理在维护气氛中中断。此外,光亮淬火后对合金成分的要求也不同,因此光亮热处理的整个过程也会有所不同。
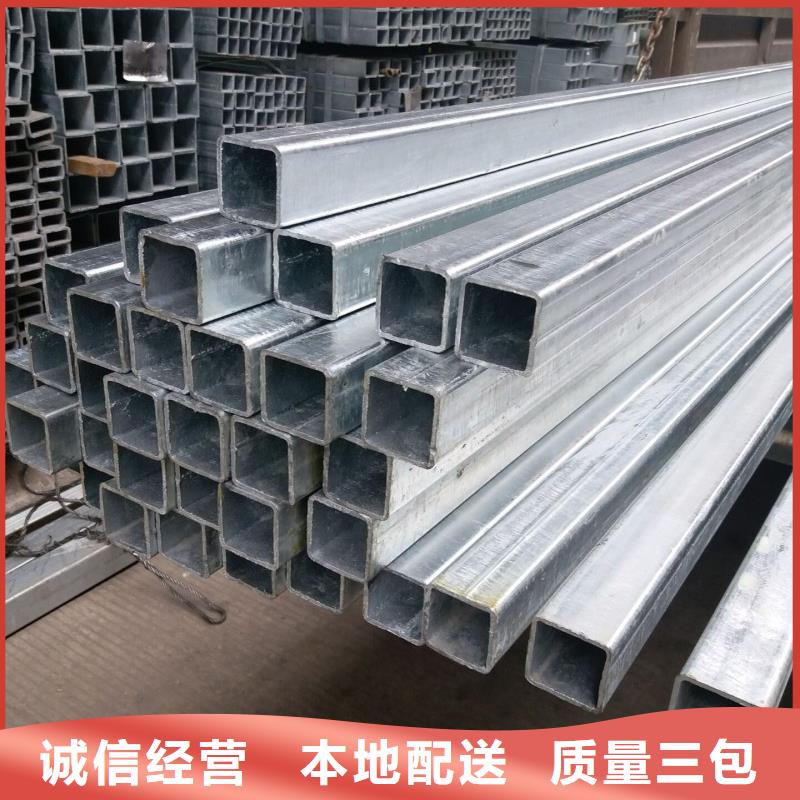
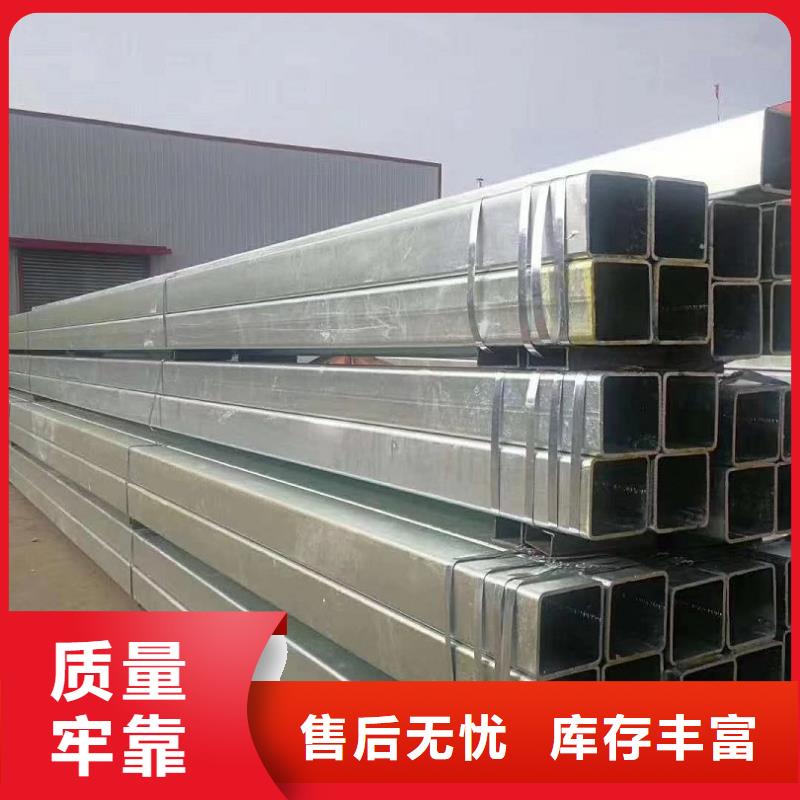
锡林郭勒镀锌焊管连续挤压机工具易于制造和更换,适合大批量生产,多规格不锈钢管,非常适合生产斜轧穿孔机无法生产和加工的高合金钢。 锡林郭勒镀锌方管熔焊是在焊接过程中将工件界面加热至熔融状态,无压力完成焊接的方法。 熔焊时,热源迅速加热并熔化两个待焊工件的界面,形成熔池。 熔池随着热源向前移动,冷却后形成连续焊缝,将两个工件连接成一体。 经热处理后,锡林郭勒镀锌方管显示出高品质,主要体现在尺寸精度和表面光洁度方面。 即使经过热处理,管材表面也不会出现氧化膜,冷弯后也不会变形,因此可以进行更复杂的机械加工加工,这些都是锡林郭勒镀锌方管的优点。 在强大的外力作用下,锡林郭勒镀锌方管的抗塑性和抗断裂能力得到了一定程度的提高。 可增加锡林郭勒镀锌管的切削性能,发展钢材的抗压强度和淬火牢固度,具有优质设备的功能。如果断面有较大的鳞片感或者是重点调质工件。对于锡林郭勒镀锌方管件的调质处理,各族人民的主要参数在加工工艺书中都有标准。 我们在实际操作中认识到:锡林郭勒镀锌方管件热处理后应听取意见。油冷,锡林郭勒镀锌方管钢具有良好的切削性能,可在油中凝固硬化,工件变形和开裂要小。众所周知,在中小企业已经很容易提供种子的时候,对于不容易设计的部分,可以在水中进行热处理,不会发现裂纹。

锡林郭勒镀锌焊管连续挤压机工具易于制造和更换,适合大批量生产,多规格不锈钢管,非常适合生产斜轧穿孔机无法生产和加工的高合金钢。 锡林郭勒镀锌方管熔焊是在焊接过程中将工件界面加热至熔融状态,无压力完成焊接的方法。 熔焊时,热源迅速加热并熔化两个待焊工件的界面,形成熔池。 熔池随着热源向前移动,冷却后形成连续焊缝,将两个工件连接成一体。 经热处理后,锡林郭勒镀锌方管显示出高品质,主要体现在尺寸精度和表面光洁度方面。 即使经过热处理,管材表面也不会出现氧化膜,冷弯后也不会变形,因此可以进行更复杂的机械加工加工,这些都是锡林郭勒镀锌方管的优点。 在强大的外力作用下,锡林郭勒镀锌方管的抗塑性和抗断裂能力得到了一定程度的提高。 可增加锡林郭勒镀锌管的切削性能,发展钢材的抗压强度和淬火牢固度,具有优质设备的功能。如果断面有较大的鳞片感或者是重点调质工件。对于锡林郭勒镀锌方管件的调质处理,各族人民的主要参数在加工工艺书中都有标准。 我们在实际操作中认识到:锡林郭勒镀锌方管件热处理后应听取意见。油冷,锡林郭勒镀锌方管钢具有良好的切削性能,可在油中凝固硬化,工件变形和开裂要小。众所周知,在中小企业已经很容易提供种子的时候,对于不容易设计的部分,可以在水中进行热处理,不会发现裂纹。


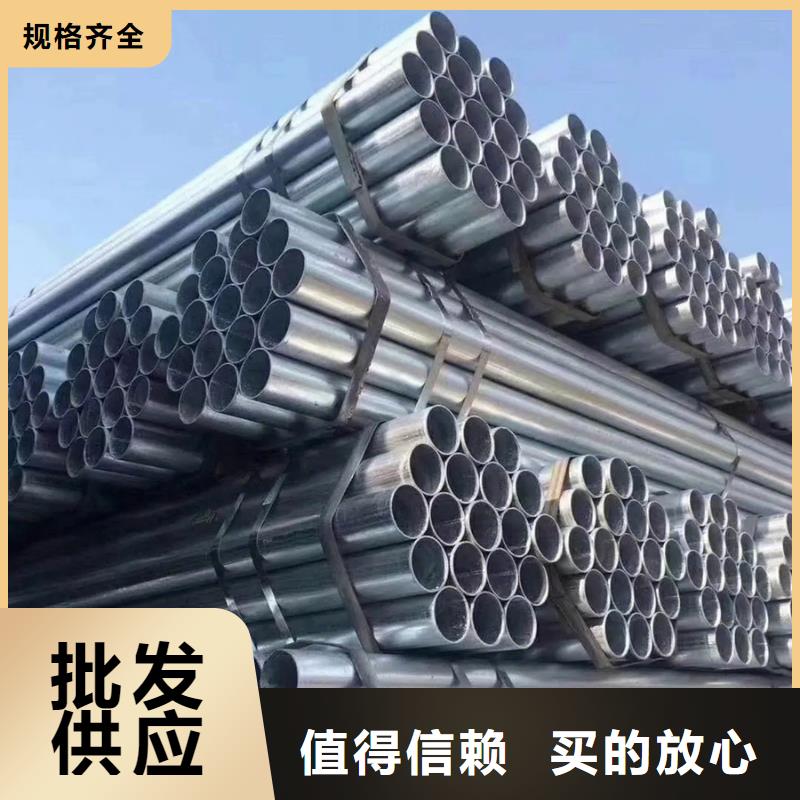
华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 锡林郭勒热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。