



更新时间:2024-12-23 15:08:11 浏览次数:1 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
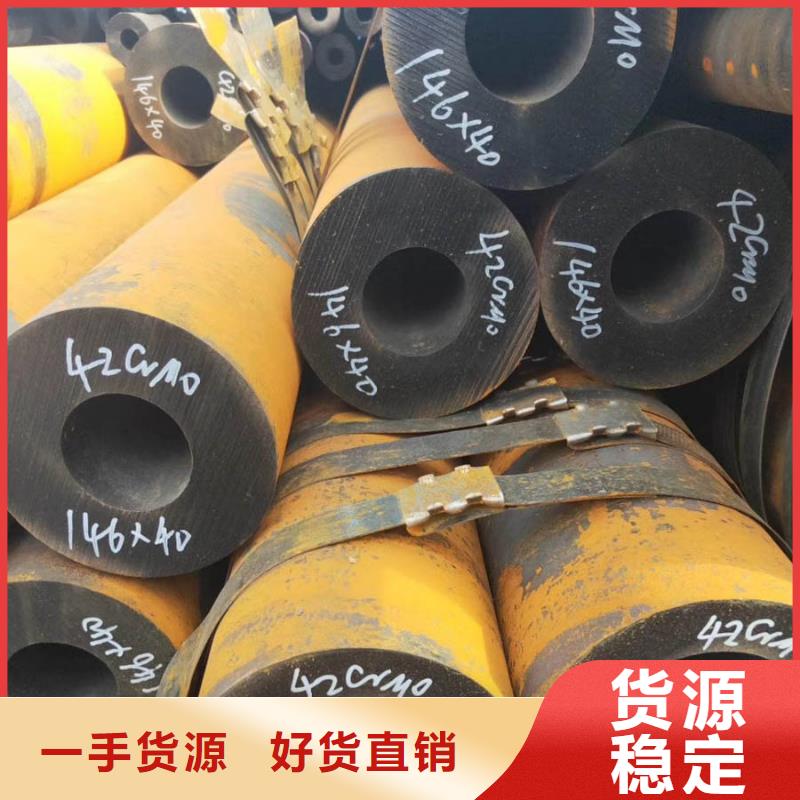
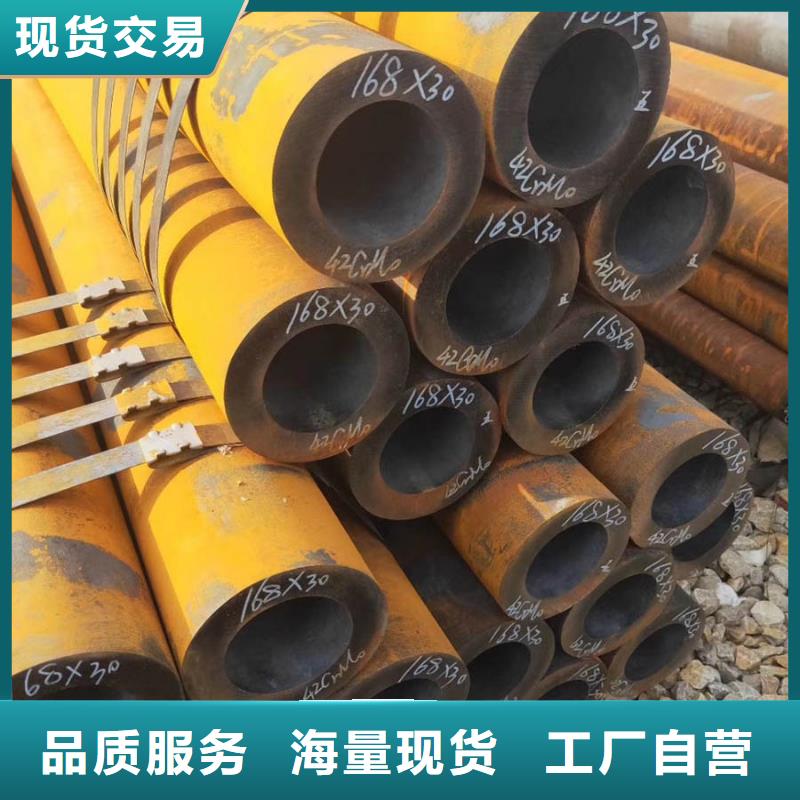
| 产品材质 | 20# 45# 16mn Q355B 20cr 40cr 12cr1mov 15crmo 12cr1movg 15crmo 35crmo 42crmo |
| 产品品牌 | 神悦 |
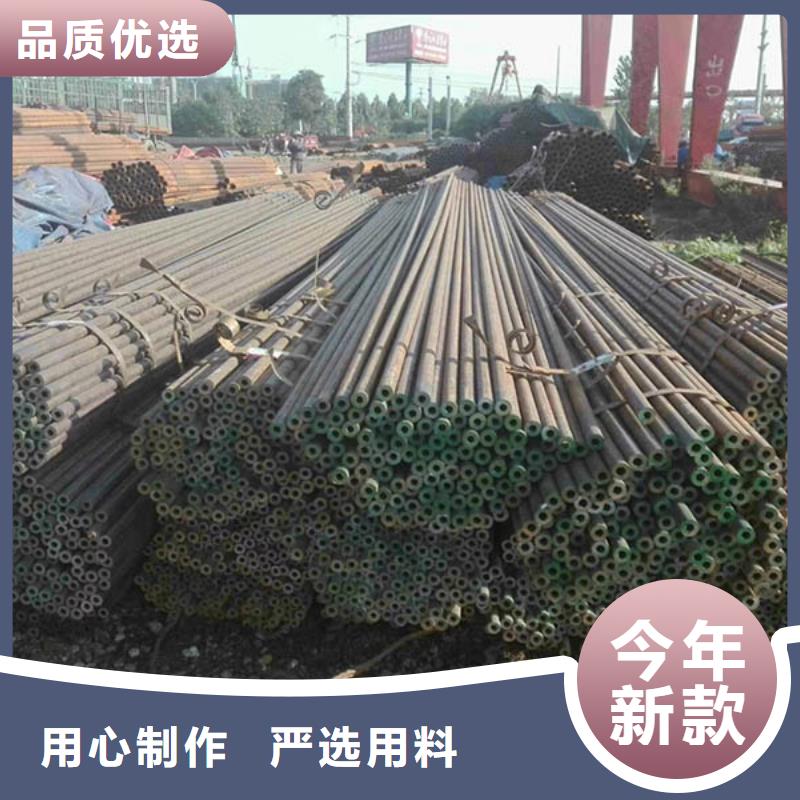
| 产品规格 | 齐全 |
| 发货城市 | 包头 |
| 产品产地 | 包钢 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 无保质期 |
| 外形尺寸 | 圆形 |
| 适用领域 | 电力、化工、输送石油、天然气、煤气、制造结构件和机械零件 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 不详 |
| 工作温度 | 650 |
| 产品表面描述 | 光滑 |


17538<武威>神悦钢材有限公司

武威无缝管价格也处在小幅探涨的过程之中;宝钢、武钢等钢厂上调3月份出厂价,也表明钢厂对后市预期尚可,这也是近期板材明显强于建筑钢材的原因之一。另外资金面也在开始好转,虽然来自银行的放贷相对去年同期有所减少,但来自社会融资规模却在同比、环比俱增,均将对春季钢市好转提供帮助。总的来说,无缝钢管库存虽持续增加,但这属于长假之后的正常现象,何况在相对较高的产量下,当前武威12cr1movg高压锅炉管库存水平尚且低于去年春节后的同期水平,说明钢材出口、下游实际需求相对较好;且全国各地两会中透露出来的加大钢铁落后产能淘汰、环保治理的消息不断,绝大多数省市在年初两会中都表现出较强的支撑一季度经济增长的决心,因此,一旦“倒春寒”气候减弱,下游行业的刚性钢材需求好转是必然的;但是笔者提醒,近期出现借助节后部分无量拉涨钢价的操作,加上进口矿库存压力大增也在影响着成本市场的运行,小心警惕钢价无量空涨后的再次探底,操作宜见好就收,不宜过份追涨。现货市场交投开始增加;特别是随着钢价的再次探底,目前价位已经低于2008年时的水平,商家普遍认为短期内继续下探空间有限,手中资源不足的商户开始有计划的补库存,带动了一定数量的中间商交易,加上随着下游行业陆续到位,备货的采购也在明显增加,特别是板材市场成交好转较为明显。由于受到库存明显增加影响,钢材市场供大于求现象更加突出,因此上周国内钢价延续跌势;相对而言,厂要好于建筑钢材市场,从下表的库存分布来看,线螺等建筑钢材库存增加明显,而库存增速较低,相应的钢价走势也在呈现着小幅的分化。今年整体行情要想有实质性的上涨,还要看政策是否给力,不过在中央提出“不以GDP论英雄”的背景下,今年的省级地方两会,不再将GDP作为地区发展重要的考核要素,“降速提质”成为普遍共识。
武威12cr1movg无缝管用途比较多,表面比较平整并且比较光滑,强度大,可以用在大型建筑物的建造上,其中美观大方,节约材料,空间敞亮,12cr1movg无缝钢管具有很强的环保性和节能型。用途:武威12cr1movg无缝钢管可用于扶梯,通道,矿井,机车,道路,市政设施,住宅小区使用,也可用于滤芯、医药、造纸、过滤、包装用网、机械设施防护、工艺品制造、音箱网罩、装饰、筐、篮及公路防护、油罐车脚踏网,重型机械及锅炉、油矿井、机车、万吨轮船等的工作平台、扶梯、走道。武威12cr1movg无缝钢管规格是选择材料的主要一步,这也就引起了高度重视,预计需求量和市场前景一片看好。1.成品管尺寸精度高,内外径尺寸可确至0.05mm以内;2.内外表面光洁度好;3.钢管冷轧后内外表面均无氧化膜;4.钢管扩口、压扁无裂痕、冷弯,能承受中高压;5.性能更优越,能作各种复杂变形及机械深加工处理。

武威无缝管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备,复检与普通冷拔钢管相比,武威15crmo合金钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。小无缝钢管在所有的冷拔管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的,在后续生产中形成表面黑斑。无缝钢管的润滑应选用树脂作润滑剂,这种润滑与磷化加润滑相比有明显的区别,拔制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。武威焊材:应依照“等成份”的标准来挑选焊材,与此同时充分考虑为了更好地提高连接头耐热裂痕及其应力腐蚀工作能力,降低金相组织的成分,大家一般是挑选HooCr19Ni12Mo2氩弧焊机用焊条,并选用CHSO22焊丝做为填补原材料。武威电焊焊接主要参数:这类15crmo合金钢管对热特别敏感,因此应选用小电流量来电焊焊接,焊接速率要快,执行双层焊时要调节好固层温度,一般固层温度应低于60℃。