发布时间:2024-07-01 15:44:42 浏览次数:1 公司名称:[揭阳]乐道精密钢管厂家
| 产品参数 | |
|---|---|
| 产品价格 | 4800元 |
| 发货期限 | 2天 |
| 供货总量 | 1000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 产品品牌 | 乐道 |
| 产品规格 | 规格齐全 |
| 发货城市 | 无锡 |
| 产品产地 | 无锡 |
| 加工定制 | 定制 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属 |
| 质保时间 | 一年 |
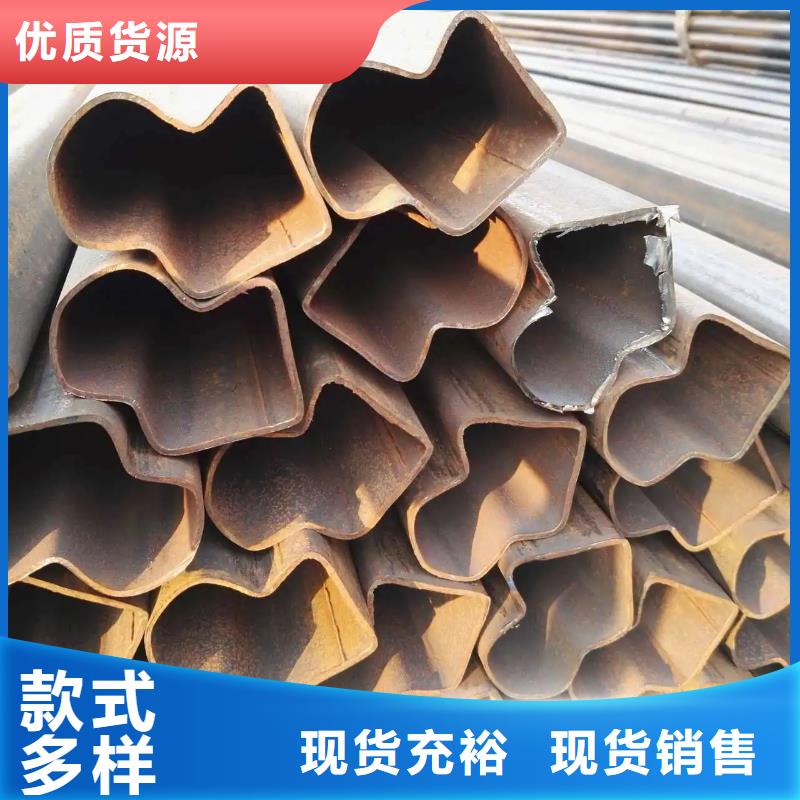
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
| 适用领域 | 工业输送管道以及机械结构部件 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 456 |
| 工作温度 | 560 |
| 生产工艺 | 冷拔 |
| 交货状态 | 冷轧或退火(根据客户用途) |
| 执行标准 | GB/T3094 |


| 产品参数 | |
|---|---|
| 产品价格 | 4800元 |
| 发货期限 | 2天 |
| 供货总量 | 1000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 产品品牌 | 乐道 |
| 产品规格 | 规格齐全 |
| 发货城市 | 无锡 |
| 产品产地 | 无锡 |
| 加工定制 | 定制 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属 |
| 质保时间 | 一年 |
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
| 适用领域 | 工业输送管道以及机械结构部件 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 456 |
| 工作温度 | 560 |
| 生产工艺 | 冷拔 |
| 交货状态 | 冷轧或退火(根据客户用途) |
| 执行标准 | GB/T3094 |



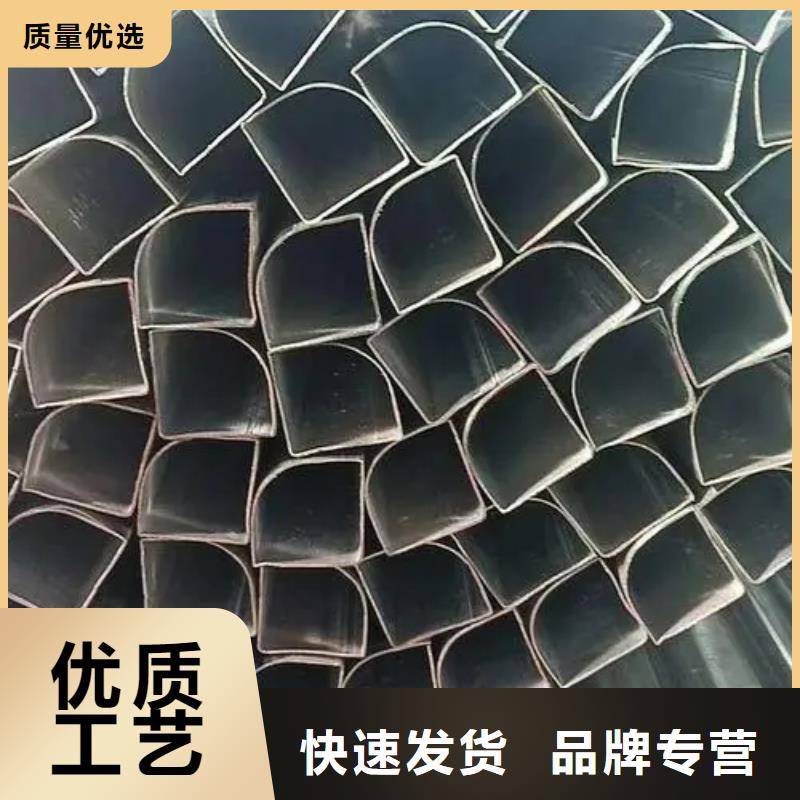
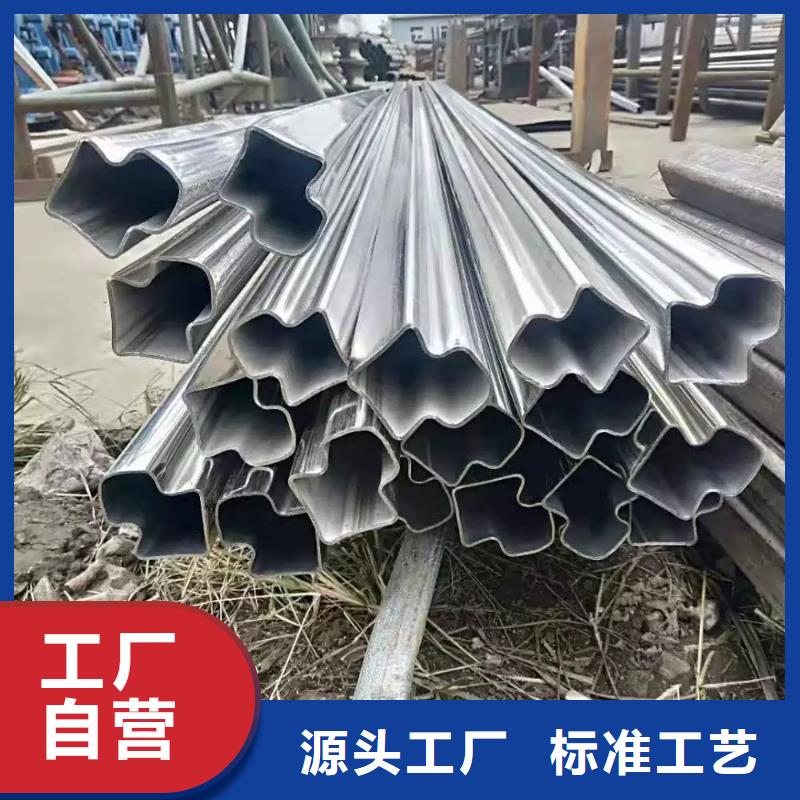
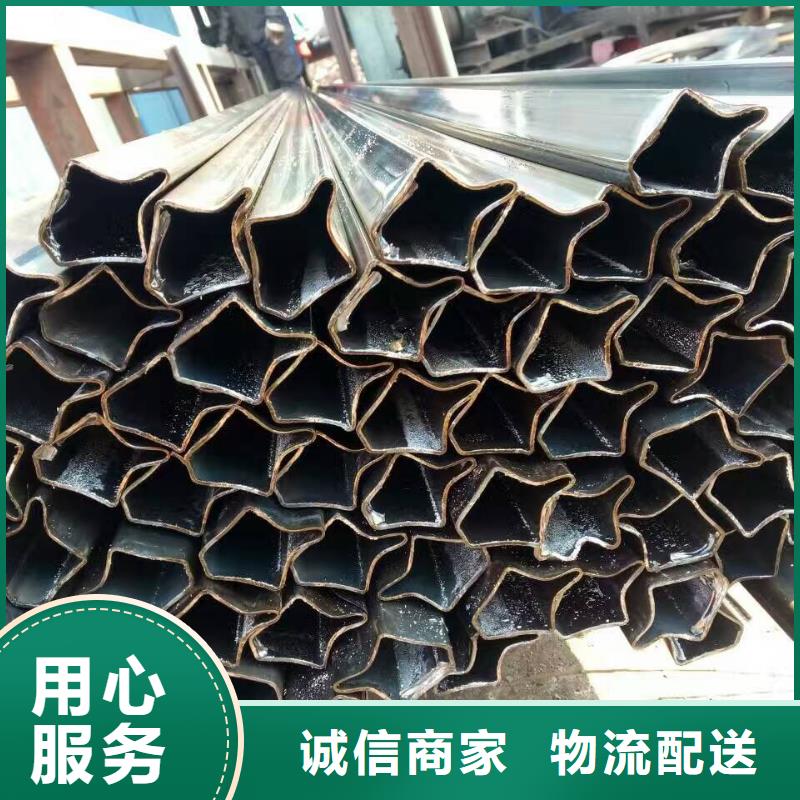
揭阳异型管普遍用以各类零部件、工具和机械部件。和不锈钢圆管相比,通常常有较大的惯性矩和横截面模数,有较大的抗弯强度抗扭能力,能够大大减少构造重量,节省钢才。
揭阳异型管的发展方向主要是产品种类的发展方向,涉及截面样子、材料和特性。挤压成型法、斜模轧法和冷拔法是生产制造异型管的合理方式,它适用生产制造各类截面和材料的管材。以便能生产制造品种齐全的异型管,还必需有着各种生产制造方式。20世纪90年代,在我国在原先只能冷拔的基础上,又开发设计出辊拔、挤压成型、液压、旋轧、旋压、连轧、旋转锻造和无模拔等各种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。
每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,揭阳异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
揭阳异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,揭阳异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。
揭阳异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
揭阳异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
揭阳异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
揭阳异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
揭阳异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
揭阳异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
揭阳异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
揭阳异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
揭阳异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
揭阳异型管焊嘴与异型管间的距离以15-25mm为宜。