



想要深入了解电池回收静音发电机租赁用心做好细节产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:电池回收静音发电机租赁用心做好细节的图文介绍

泽兴柴油发电机租赁厂家有限公司位于经济开发区工业园,主营行业是 山西长治静音发电机出租。我们始终坚持诚信和让利于客户,坚持用自己的服务去打动客户。您如果对我们的 山西长治静音发电机出租产品感兴趣的话,可以直接在线提交采购信息。欢迎各界朋友莅临参观、指导和业务洽谈。



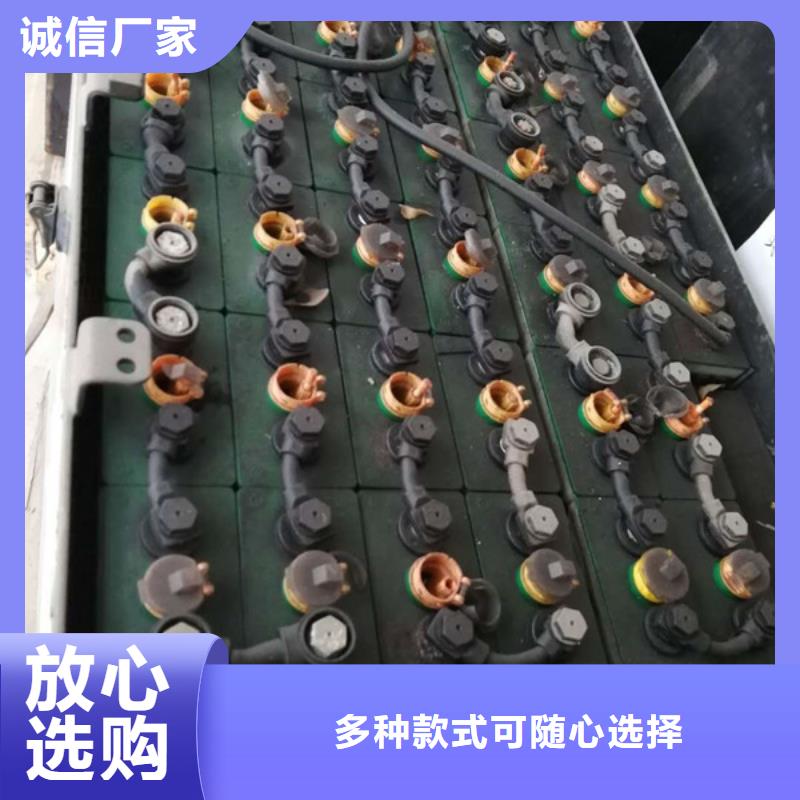
本发明涉及新能源材料锂电池资源化回收处理领域,尤其是一种锂电池回收处理的方法。背景技术:锂离子电池由于工作电压高、体积小、无记忆效应、自放电小、循环寿命长等优点,得到广泛的认可。随着2014年我国逐渐普及新能源车,其销量预计在2020年将达到200万辆。一般而言,当电池容量衰减到60~80%左右,便达到设计的使用寿命,急需进行替换,新能源车电池的有效寿命在4~6年左右,也就是说,在未来2年内必将迎来大规模的动力电池报废阶段。废弃锂离子电池中通常含钴5~15%、锂2~7%、镍0.5~2%,其回收再利用价值相对较高。另外,废弃锂离子电池中还含有六氟磷酸锂等有毒物质,会对环境和生态系统造成严重污染,钴、锰、铜等重金属通过积累作用也会由生物链危害人类自身,极具危害性。因此随着锂离子电池应用广泛性,对锂离子电池进行回收处理以减少对环境造成的污染、缓解资源匮乏等问题,具有重要的社会意义和经济意义。而如何回收率是值得研究的方向。技术实现要素:为了解决上述问题,本发明提出了一种锂电池回收处理的方法,以改善上述问题。为了实现上述目的,本发明采用如下技术方案:锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将步骤1)得到的悬浮液与无机酸、过氧化氢混合进行浸取,得酸化浸出液;3)将步骤2)得到的酸化浸出液进行沉积后,对其进行过来膜处理,后得到包含li+的溶液;步骤3)中的过滤膜处理的步骤具包括:过滤预处理、超滤处理、陶瓷纳滤、耐酸过滤处理;耐酸碱过滤处理的膜材料为陶瓷和/或高分子聚合物。经超滤处理分离颗粒的分子量大于500,粒径大于10nm;陶瓷纳滤以及酸碱过滤处理对沉积后的酸化浸出液进行分离、浓缩,旨在使所产水达到回收标准。步骤3)中过滤预处理包括除浊度、除悬浮物、降温和调ph。步骤3)中沉积为草酸法化学沉积和/或电沉积。步骤2)中无机酸为盐酸或或硝酸,不选用硫酸、磷酸是因为多元酸在后面采用纳滤处理时无法将锂和镍钴锰分开。无机酸的浓度为1~8mol/l。步骤2)中过氧化氢的浓度为1~10%。优选地,过氧化氢的浓度为2~4%。无机酸与过氧化氢的摩尔比为2.5~20:1。电沉积时,沉积条件为电流密度20~55ma/cm2,ph=1.5~5.5,温度35~60℃。步骤2)中在浸取的搅拌时间为0.5~12h,转速为50~400r/min。本发明提供的上述回收处理方法可用于正极材料为li(ni、co、mn)o2、li2mno3、limn2o4、lifepo4等的锂电池回收,因此悬浮物溶液的正极材料成分为li(ni、co、mn)o2、li2mno3、limn2o4、lifepo4等。与现有技术相比,本发明的有益效果在于:本发明回收处理系统采用先进的综合回收工艺将废旧锂电池材料从分离、浓缩、到提纯,并利用化学沉淀/电沉积和耐酸碱的纳滤/反渗透膜处理,将废旧锂电池进行了充分的资源化回收处理。本发明的陶瓷纳滤具有高抗污、高耐压、耐油、耐酸碱、耐有机溶剂等优势,同时结合耐酸碱过滤的高耐酸/碱特种膜,具有明显的应用优势,可避免重复调ph值。本发明的锂电池回收处理方法的资源回收率可达99%,产物成分纯净;同时很大程度上降低了能耗,环保效益明显;本发明的锂电池回收处理方法易于控制、操作简单;经本发明的方法所产的水质可达到纯水的标准,有效地避免了大量水资源的浪费。附图说明图1为本发明锂电池回收处理方法的流程示意图。具体实施方式为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例1锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液。2)将步骤1)得到的悬浮液与1mol/l的hf、4%的h2o2混合并搅拌以进行浸取,搅拌时间为0.5h,转速为400r/min,得酸化浸出液;需要说明的是,实施例1-4中的加酸比例根据悬浮液中的阳离子量来确定,分子量计算确保将镍钴锰锂等全部浸出,并保证有3~10%的富裕量;另外,无机酸与双氧水的加入摩尔比为2.5:1。3)对酸化浸出液进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到包含li+的溶液,本实施例的回收率为92%。实施例2锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液。2)将悬浮液与8mol/l的、2%的h2o2混合并搅拌以进行浸取,搅拌时间为12h,转速为50r/min,得酸化浸出液,无机酸与双氧水的加入摩尔比为20:1。3)再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为91%。实施例3锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将悬浮液5mol/l的盐酸、3%的h2o2混合并搅拌以进行浸取,搅拌时间为6h,转速为250r/min,得酸化浸出液,无机酸与双氧水的加入摩尔比为10:1;3)将酸化浸出液进行电沉积,沉积条件为电流密度20ma/cm2,ph=5.5,温度35℃;再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为99%。实施例4锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将悬浮液与3mol/l的硝酸、2.2%的h2o2混合并搅拌以进行浸取,搅拌时间为8h,转速为320r/min,得酸化浸出液,酸与双氧水的加入摩尔比为7:1;3)将酸化浸出液进行电沉积,沉积条件为电流密度55ma/cm2,ph=1.5,温度60℃;再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为95%。实施例1-4步骤3)中除浊度、除悬浮物、降温和调节ph值的指标值详见表1:表1:本发明在预处理压滤、陶瓷纳滤处理后不需再一次进行浸取,浸出的目的是将金属氧化物转化成离子,成为离子状态后都不需要再浸取。以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。



目前来看,我国新能源汽车行业已经形成了原材料供应、、整车控制器等关键零部件研发生产,到整车设计制造以及充电基础设施配套建设等较为完整的产业链,具备了产业化基础。 可并非所有环节都发展得尽如人意,例如在本应优先考虑的动力电池回收环节,就不如其他环节发展得那般良性了。 不仅发展缓慢,且遭遇了不少的瓶颈。同时由于消费者对之知之甚少,也引发了一些不必要的担忧。担心动力电池回收不到位,从而造成污染等质疑的声音络绎不绝,客观上也成为了新能源汽车发展的一大障碍。 我们不难发现由于销量的原因,分到每个车企的批电动汽车待退役的动力电池数量其实并不算大,回收量也有限。 同时,回收动力电池,目前来看也是无利可图的一件赔本买卖。据相关报告显示,目前普及率的湿法回收一吨磷酸铁锂电池的成本8500元左右,但从电芯中提取的镍、钴、锰、稀土元素等再生材料的售价仅为8100元,这也意味着回收企业不但不赚钱,还得倒贴。 再加上目前整个市场体系过于分散,于是要这些车企都对动力电池的全生命周期进行管理,其投入产出比必然是不划算的。或许这也是目前车企在回收动力电池这一领域,积极性普遍不高的原因。 电池的产权为购买者所有,回收率较低 现阶段,车企在回收动力电池方面处于较为被动的局面。原因和新能源汽车的保值率是分不开的。本来贬值较快的新能源车就让车主苦恼不已,你还指望能够他们以较低的价格主动退役动力电池,显然不现实。 如何补偿消费者,在各个环节做到提高回收效率,是各界需要一起来探讨的问题,仅凭车企自己很难破局。 技术有门槛,回收不赚钱,还无法保障回收效率。动力电池回收成为我们新能源汽车产业链中的短板,也在情理之中。 梯次利用 以这种方式回收动力电池,其中为的就是宝马打造的莱比锡电池农场。众所周知,宝马在电动车领域的发展也是较为成功的。无论是小型车I3,还是豪华跑车I8,都是大家耳熟能详的车型。 在推出有竞争力车型的同时,宝马在废旧电池领域也率先做出了探索。2017年10月,在宝马莱比锡工厂第十万辆BMWi3下线的仪式上,宝马的电池农场也正式开始并网运行。 在宝马i3纯电车型制造车间隔壁的设施内,整齐排布着退役下来的电动汽车电池。700辆i3的旧电池也成为了高压储能系统的重要组成部分。
