


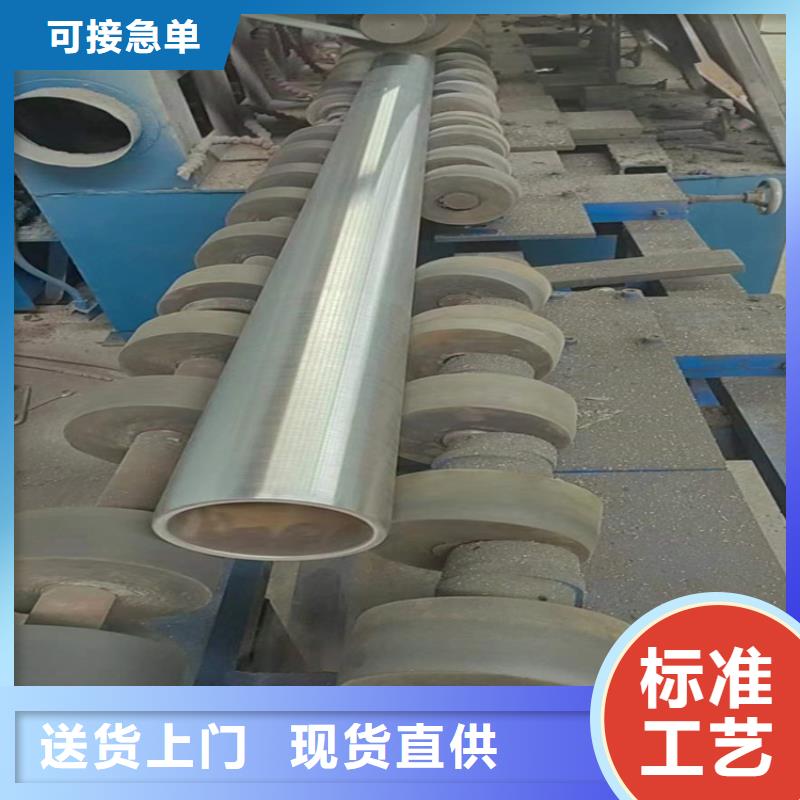




邯郸珩磨管油缸管绗磨管在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。我厂专业生产销售:绗磨管、油缸管、气缸管、无缝管,冷拔油缸管、冷拔精密钢管、绗磨管、油缸专用管等,广泛用于汽车配件、摩托车配件、农业装备配件、工程机械、电机外壳、健身器材、家具制造等。技术条件为:内孔精度H3—H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#、45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为直径25-350mm,长度为2-12M的各种类型绗磨管,非标一支可定制。
山东熙达液压科技有限公司期待着与您的精诚合作!咨询电话:17706353138

邯郸珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以和避免的,在使用和维修中应采取以下措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管

邯郸珩磨管油缸管绗磨管珩磨管淬火冷却的影响在珩磨管淬火冷却时,在两个温度范围内必须注意控制冷却速度。其中一个区域是为了完全珩磨管淬火硬化而需要快冷的临界区域,为了使零件淬硬,在临界区应当急冷。另一个区域是容易产生珩磨管淬火裂纹的低温区,在MS点温度以下,在这个温度区间发生奥氏体向马氏体的转变,体积膨胀,产生第二类畸变、第二类应力及宏观热处理应力,可能导致珩磨管淬火裂纹,因此称危险区。在危险区应当尽量慢冷,以缓和珩磨管淬火内应力。珩磨管淬火临界区和危险区示意图 珩磨管淬火后加工处理零部件珩磨管淬火后多进行加工处理。按加工处理的性质可分为热加工、机械加工和化学加工三类,以及它们的综合应用。淬后加工处理导致形成裂纹的过程是一个珩磨管淬火宏观、微观内应力和显微裂纹与淬后加工过程中出现的负荷应力或内应力之间发生相互作用的过程。滚压管

邯郸珩磨管油缸管绗磨管热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
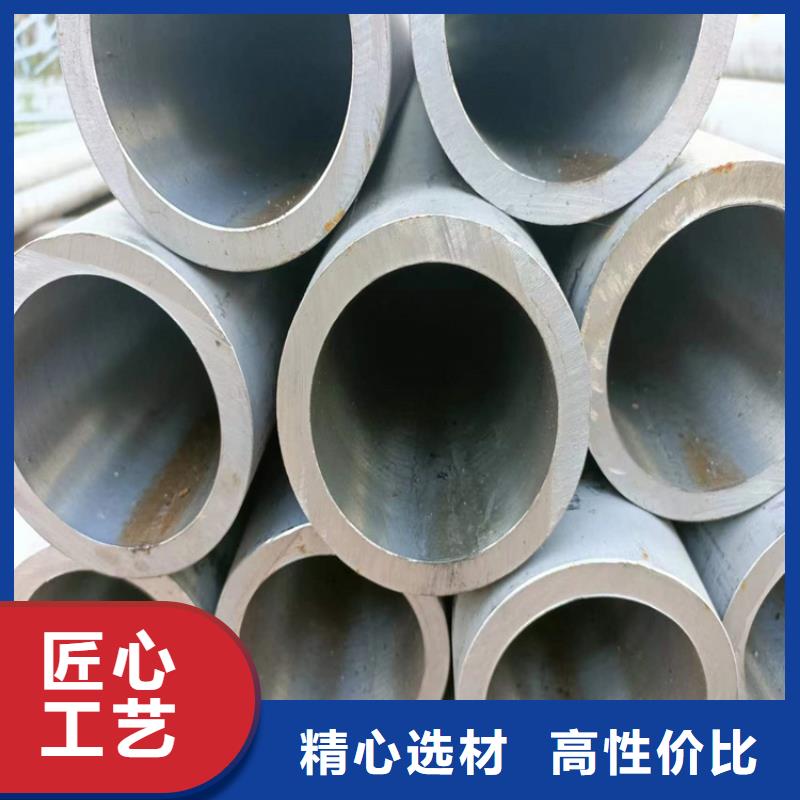
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
尺寸精密,强度高,表面质量好,承受高压;内壁无氧化层、内孔光洁无划痕滚压管
