

联系我们

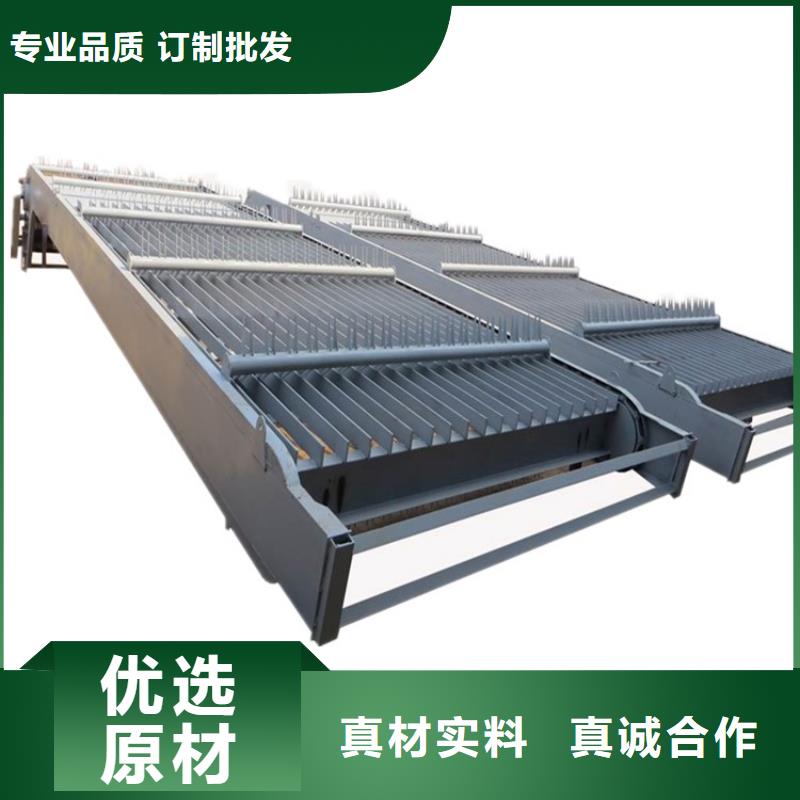
自动除污机可定制
更新时间:2024-12-24 13:58:15 浏览次数:1 公司名称: 闸门启闭机厂家(康禹)水工机械厂
| 产品参数 | |
|---|---|
| 产品价格 | 批发/台 |
| 发货期限 | 1 |
| 供货总量 | 699 |
| 运费说明 | 电议 |
| 材质 | 碳钢,不锈钢 |
| 产地 | 河北邢台 |
| 规格 | 齐全 |
| 类型 | 清污机,拦污栅 |
| 颜色 | 银灰色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |
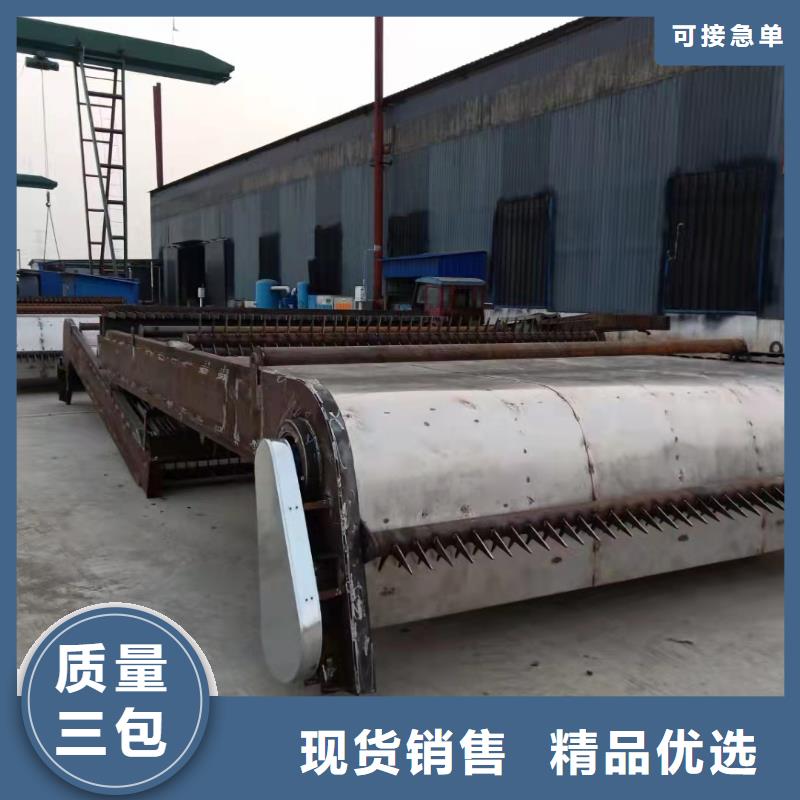









03600型机宽时,会自动停机,可以避免设备超负荷工作。本设备可以根据用户需要任意调节设备运行间隔,实现周期性运转;可以根据格栅前后液位。差自动控制;并且有手动控制功能,以方便检修。用户可根据不同的工作需要任意选用。由于该设备结构设计合理,在设备工作时,自身具有很强的自净能力,不会发生堵塞现象,所以日常维修工作量很少。[3]设备规格按机宽尺寸分GSLY300-3600型。机宽时会自动停机可以。
准沟深为1535mm超过1800mm,则做成并联机。耙齿栅隙分为1mm、3mm、5mm、10mm、20mm、30mm、40。mm、50mm等各种规格,选型由过水量、高度、固液分离总量和所分离物质的形状、颗粒大小来选择,同时选配不同的材质。2.设备长短规格设备标准沟深为1535mm超过1800mm则。
按下列工艺进行施工,可根据用户需要及使用实际情况任意加长。特殊规格另行设计。清污机是附着在拦污栅上杂物的机械设备。可以流体中各种形状杂物的水处理专用设备,可广泛地应用于泵站、水电站、城市污水处理、自来。水行业、电厂进水口,同时也可以作为纺织、食品加工、造纸、皮革等行业废水处理工艺中的前级筛分设备,是固液筛分设备之一清污机制造按下列工艺进行:施工可根据用户需要及使。
坡口以利于安装焊接准备→放样→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单。清污机件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接准备→放样→下料→清。
定点焊必须由正式的。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的2拼装拼装必须。
或其他方式运走避免,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。回转式。清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口处,它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走,避免在氧一乙炔焰的加热。
铁闸门一般设置有可调有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简。单,整机刚性好、运行平稳、不易出故障、操作维修简便、清污效果好、效率高、耗能低、寿命长。据相关介绍,铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于操作闸门的启闭。铸铁闸门一般设置有可调有害污物进入引水道内。
验铸件表面不允许有节的楔紧装置,楔紧副分别设在门体和门框上。铸铁闸门调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。小编了解到,关于铸铁闸门的铸铁检验标准有以下几种:1.。尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸件表面不允许有节的楔紧装置楔紧副。
的球化率球化等级等未清理彻底的砂子和杂物等;3.铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4.性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温。性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:铸铁闸门的球化率、球化等级等未清理彻底的砂子和杂。
侧向导轨面为基准将闸。铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将。闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸铸铁阀门的门槽与板。
迎水面一定要按设计要框调正,固定。,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要框调正固定撑好。
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
组对水头的敏感性同情况下人工清污。在调度中利用洪水消退时段及时调整加大靠近机组段或坝前漂浮污物集中段溢洪道闸门开度集中泄流,既可排走部分漂浮污物,又不会造成水量浪费。2.准确把握拦污栅清污时机一般情况下拦污栅清污的时机可根据拦污栅差压达0.02MPa为主要判据。根据灯泡贯流式水轮发电机组对水头的敏感性,同情况下人工清污在调。
用还应根据拦污栅型机组通过对比同负荷下机组间调速器协。联关系的差异,当导叶开度值相差达5%时安排清污,也是一种有效的手段。水电站清污3.确保清污机设备状态良好拦污栅清污机设备在枯水期基本上不使用,平时应做好拦污栅清污机检修、保养工作,在丰水期到来前应安排检修和试启动,并列入汛前检查项目,确保清污装置随时能正常投入使用,。还应根据拦污栅型机组通过对比同负荷。
排清污抓斗清污机的使用情况,在枯水期进行检修。水电站清污4.高对拦污栅堵塞影响机组效率的认识及时对拦污栅清污降低水头损失,不仅是非常必要的降耗措施,也是非常重要的措施。运行人员应时刻关注机组水头损失的变化,勤比较、多分析,准确把握拦污栅清污时机,及时安排清污。抓斗清污机的使用情况在枯水期进。
起升机构使清污机固定电气系统包括传动、控制和电气保护等系统主要是起升机。构、抓斗开闭等的运行控制。清污机的电气控制和操作元件均布置在一个控制箱内该控制箱可以放置在门机司机室内。悬挂式抓斗清污机5.悬挂式抓斗清污机工作原理抓斗清污机与坝顶门机配套使用。当清污机需要工作时通过门机将清污机运行到指定的清污工位操作门机起升机构使清污机固定电气系统包括传动控。
时越过斜面沿拦污栅放置在孔口上然后进行清污清污过程通过清污机自己的控制系统进行操作。清污机的起升机构带动抓。斗进行升降通过液压系统操作液压缸推动耙斗进行开闭。清污时抓斗的转耙张开并沿拦污栅胸墙下降当清污抓斗到达拦污栅斜面位置时越过斜面沿拦污栅放置在孔口上然后进。
一个清污工位按上述进栅条运行并铲下拦污栅前的污物并沿栅面下行当清污抓斗抓满时或到达拦污栅底部后液压系统工作使抓斗的转耙闭合后可抓取铲齿铲下的污物抓斗至上极限。操作门机起升机构把抓斗至坝面上门机到指定卸污位置抓斗张开卸污。一个工位清污。完毕后由门机的带动清污机到下一个清污工位按上述进栅条运行并铲下拦污。