产品详情
以下是:现货充足的河道栏杆厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 216 |
|---|
| 发货期限 | 1-3 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
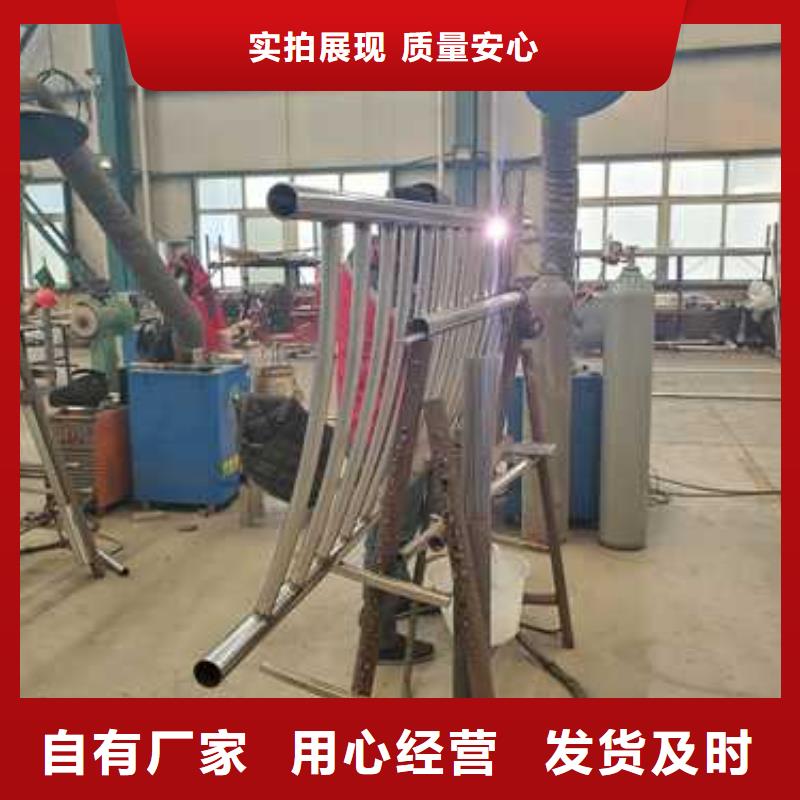
导读 现货充足的河道栏杆厂家,聚晟护栏制造有限公司为您提供现货充足的河道栏杆厂家产品案例,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,发货地:聊城开发区工业园发货到云南省 大理市 祥云县、宾川县、弥渡县、永平县、洱源县、剑川县、鹤庆县。 云南省,大理白族自治州 大理白族自治州,云南省辖民族自治州,地处云南省中部偏西,介于东经98°52′~101°03′,北纬24°41′~26°42′之间,属于低纬高原季风气候,干湿季节分明,大部分地区夏无酷暑,冬无严寒,总面积29459平方千米。截至2022年末,大理白族自治州常住人口为330.5万人。截至2023年3月,大理白族自治州辖1个县级市、11个县,110个乡镇,自治州人民政府驻大理市下关。

内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
<大理>聚晟护栏制造有限公司
现货充足的大理河道栏杆厂家

<大理>聚晟护栏制造有限公司
现货充足的大理河道栏杆厂家


总结 现货充足的河道栏杆厂家_聚晟护栏制造有限公司,固定电话:15376839990,移动电话:15376839990,联系人:王经理,QQ:770942940,开发区工业园 发货到 云南省大理市。