

永州SLD薄板 厂家制造生产

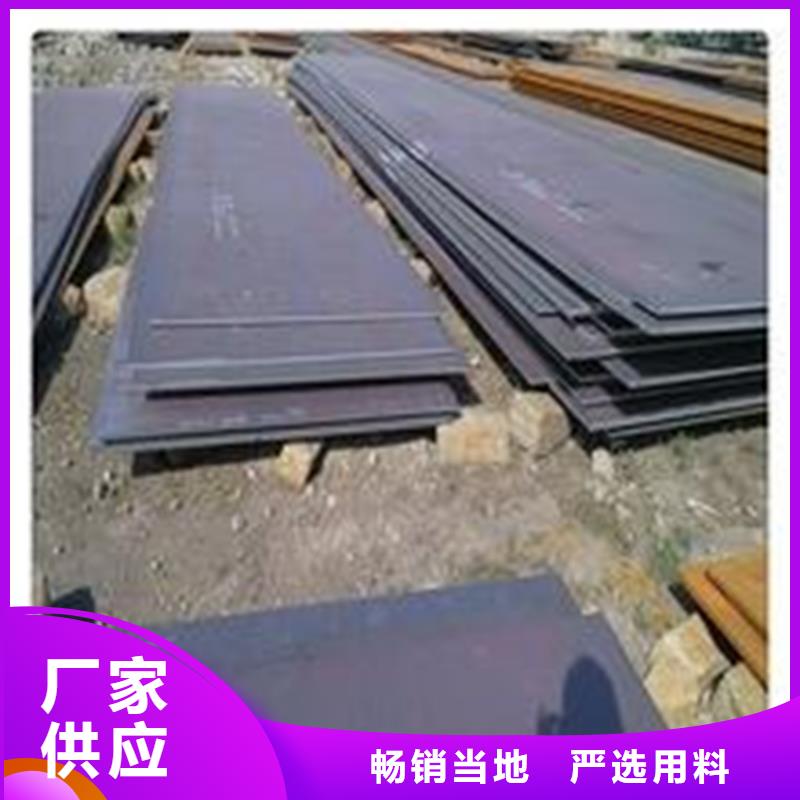
永州天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸永州钢材,永州冷轧板,精光板,冷作模具钢,圆钢,薄板等等。永州热轧薄板外观有直角度,直角度是指钢板四个角的实际角度偏离直角的程度。测定方法为:从 钢板一个角的端点向对侧长边(或长边延长线)作垂线,所得垂足到这边上角端点的短距 离 与钢板宽度的比即为直角度,以百分数表示,一般不超过10%。有平面度,平面度即钢板表面的 不平坦程度。一般以两个相邻波峰间的距离为波长,以两个波峰连线与波谷距离为波高,其波高与波长之比为不平坦度。具体规定须参见有关产品标准。有镰刀弯,镰刀弯是指钢板边缘离直线的 偏差,一般用一直尺在凹侧边进行测量。我国标准GB/709-88规定,每米不得大 于3mm。美国标准ASTMA568M-97规定随长度的增加镰刀弯允许值也增加。日本标准JISG3193-90不仅规定长度条件,同时也要考虑宽度条件。

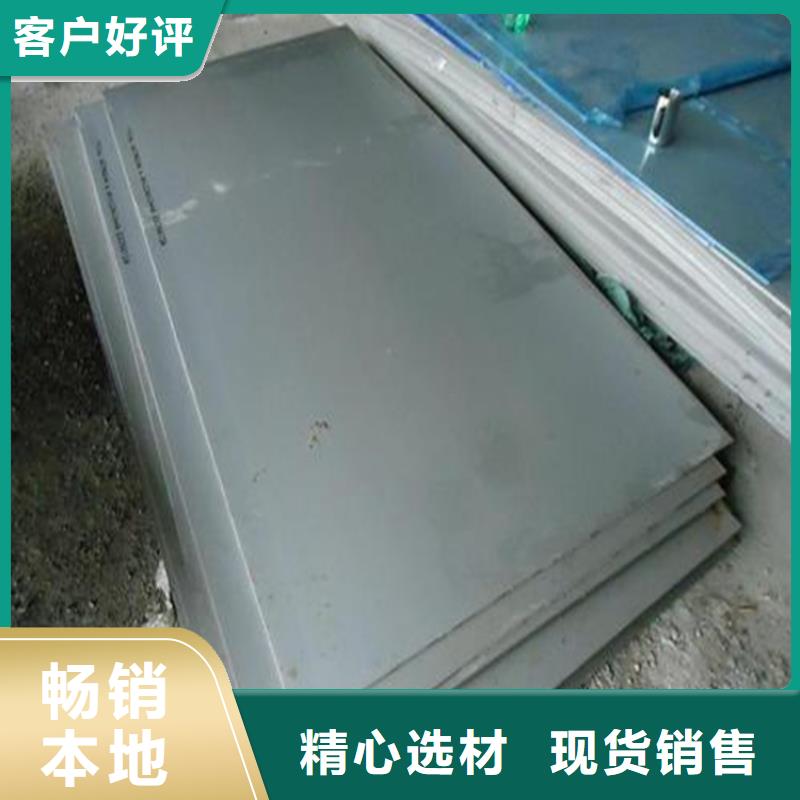
永州天强特殊钢有限公司经营各种规格模具钢材,特钢,精板,毛料,永州精光板,光圆,永州冷作工具钢,薄板等,不锈钢薄板因其优异的性能而广泛应用于工业生产中,但其冲压加工性能较差,零件表面易划伤,模具易产生粘结瘤,导致冲压质量和生产效率受到极大的影响。这就要求在冲压加工过程中从模具结构、模具材料、热处理及润滑等方面着手,提高零件质量和模具寿命,更好地解决不锈钢冲压过程中存在的问题。1.不锈钢薄板冲压特点(1)屈服点高、硬度高、冷作硬化效应显着、易出现裂口等缺陷。(2)导热性比普通碳钢差,导致所需变形力大,冲裁力、

永州天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸永州钢材,冷轧板,永州精光板,冷作模具钢,圆钢,薄板等等。解决不锈钢薄板冲压拉深问题的途径分析认为,是由不锈钢本身的性能决定的,主要受以下五个方面的因素影响:一是原材料性能;二是模具的结构及冲压速度;三是模具的材料;四是冲压润滑液;五是工艺路线的安排。(1)原材料板材的质量也是影响冲压性能的重要因素,必须采购符合国标的正规原材料。对于硬态料,冲压加工前必须进行退火,以提高加工性能。(2)模具的结构及冲压速度为了改善拉深难度,可以把压边圈的压边面制成斜的,如附图所示。这样拉深时坯料3 在压边圈作用下与压边面和凹模完全处于接触状态,可以使凹模圆角部位材料承受较大的压边力,从而改善拉深难度。
<永州>天强特殊钢有限公司
永州天强特殊钢有限公司经营各种规格模具钢材,特钢,精板,毛料,永州精光板,光圆,永州冷作工具钢,薄板等,由于不锈钢薄板的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特点如下: 1.1因导热性比普通低碳钢差,导致所需变形力大; 1.2不锈钢薄板拉深时,塑性变形剧烈硬化,薄板拉深时容易起皱,满要较大的压边力; 1.3板料在拉深凹模圆角处的弯曲和反向弯曲所引起的回弹,通常会在产品侧壁形成凹陷变形使得尺寸精度和形状要求较高的产品需要增加整形工序来达到。 1.4不锈钢薄板拉深过程中容易出现粘结瘤现象。 针对粘结瘤问题,经过实践证明:选用铸铝青铜、硬铝青铜防粘效果较好;采用碳化钨钢结硬质合金制造凹模比用Cr12Mov软氮化制造凹模寿命提高数倍,且不粘模;如果采用代号3054合金铸铁,只需在模具表面进行火焰淬火,模具表面不会出现粘结瘤。
天强特殊钢下设钢材机加工厂精料加工具有快捷的交期。正常情况下,珠三角地区的客户在下单后24小时可以收到毛料,48小时内可以收到精料。如有特殊情况,将会 时间通知客户东莞市天强特殊钢有限公司精料加工厂目前已具备完善的技术服务。售前指导客户合理选料,以帮助客户降低模具成本;售中可满足客户任何时间查询订单进度,并随时保持沟通;售后亦随时追踪客户使用情况。
永州天强特殊钢有限公司经营各种规格模具钢材,特钢,精板,毛料,永州精光板,光圆,永州冷作工具钢,薄板等,通过设备的改进和对钢种成分控制、连铸与加热炉工艺优化以及在热连轧机组的轧制规程等采取一系列控制技术和措施实现了大批量、高品质的薄规格生产薄板。普通碳素结构钢板厚度小于或等于2.0mm的比例达到80%以上小于或等于1.5mm的比例达到50%以上;集装箱用钢板厚度小于或等于2.0mm的比例达到80%以上小于或等于1.6mm的比例达到50%以上;屈服强度345MPa级的集装箱用钢板小厚度达到1.4mm屈服强度550MPa级的高强汽车结构钢小厚度达到1.5mm屈服强度700MPa级的超高强耐候钢小厚度达到2.0mm。

永州天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸永州钢材,冷轧板,永州精光板,冷作模具钢,圆钢,薄板等等。解决不锈钢薄板冲压拉深问题的途径分析认为,是由不锈钢本身的性能决定的,主要受以下五个方面的因素影响:一是原材料性能;二是模具的结构及冲压速度;三是模具的材料;四是冲压润滑液;五是工艺路线的安排。(1)原材料板材的质量也是影响冲压性能的重要因素,必须采购符合国标的正规原材料。对于硬态料,冲压加工前必须进行退火,以提高加工性能。(2)模具的结构及冲压速度为了改善拉深难度,可以把压边圈的压边面制成斜的,如附图所示。这样拉深时坯料3 在压边圈作用下与压边面和凹模完全处于接触状态,可以使凹模圆角部位材料承受较大的压边力,从而改善拉深难度。