服务热线:17706353138

更新时间:2024-12-24 01:55:53 浏览次数:1 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸气缸机械加工 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工定制 |


西藏日喀则市液压油缸筒促销价格 <日喀则>九冶管业有限公司
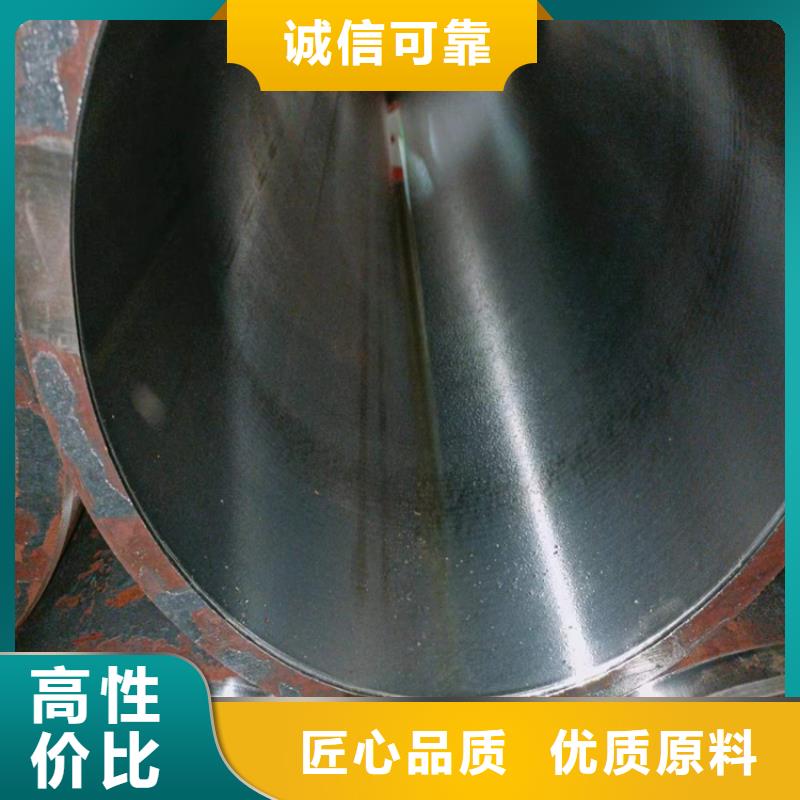
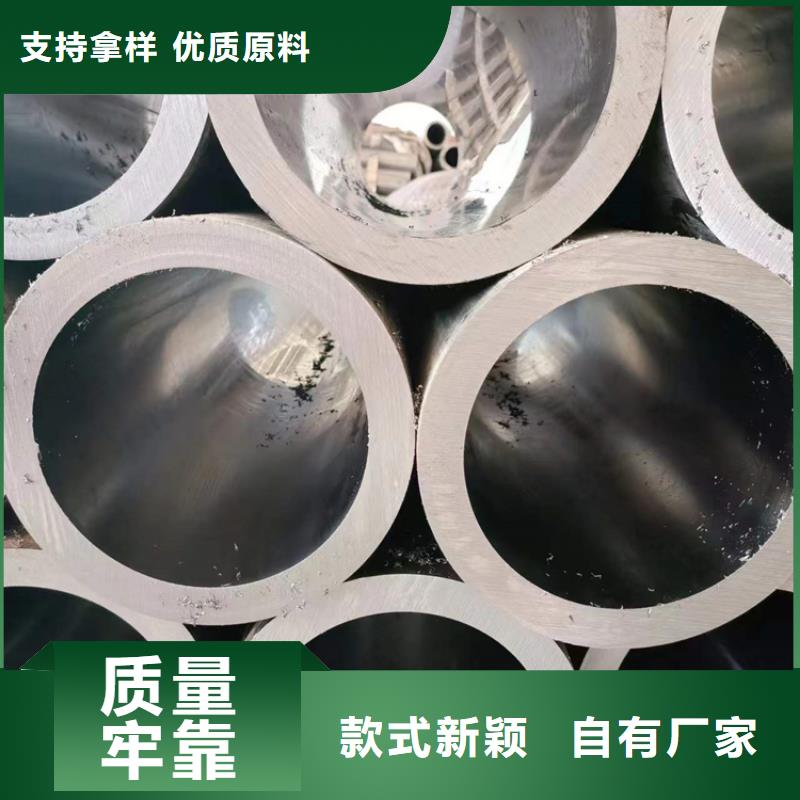
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖

有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
 西藏日喀则市液压油缸筒促销价格
西藏日喀则市液压油缸筒促销价格
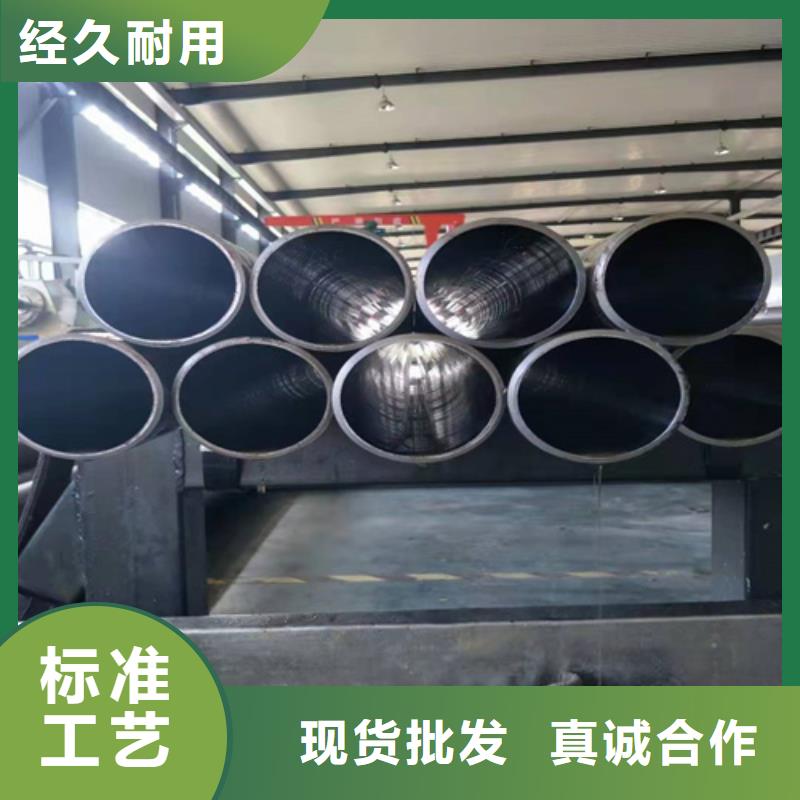
珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话,好是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。械部分或电器控制部分故障,还是珩磨管本身的故障?另外,还需检查清楚珩磨管各种条件是否符合正常运行的要求。其次是根据珩磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。为避免盲目性,必须根据系统基本原理,进行综合分析、逻辑判断,终找出珩磨管故障部位。由于珩磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是非常关键的;而且具备一定检测手段,也能对珩磨管故障做出准确的定量分析。珩磨管调质处理的定义及其效果虽然不常接触,但也知道珩磨管的调质处理是热处理工艺中的一种,一般在珩磨管成型之后才会实施。那什么是调质处理工艺呢?又会有怎样的效果?