
株洲六方管厂家直销


株洲六方管厂家直销
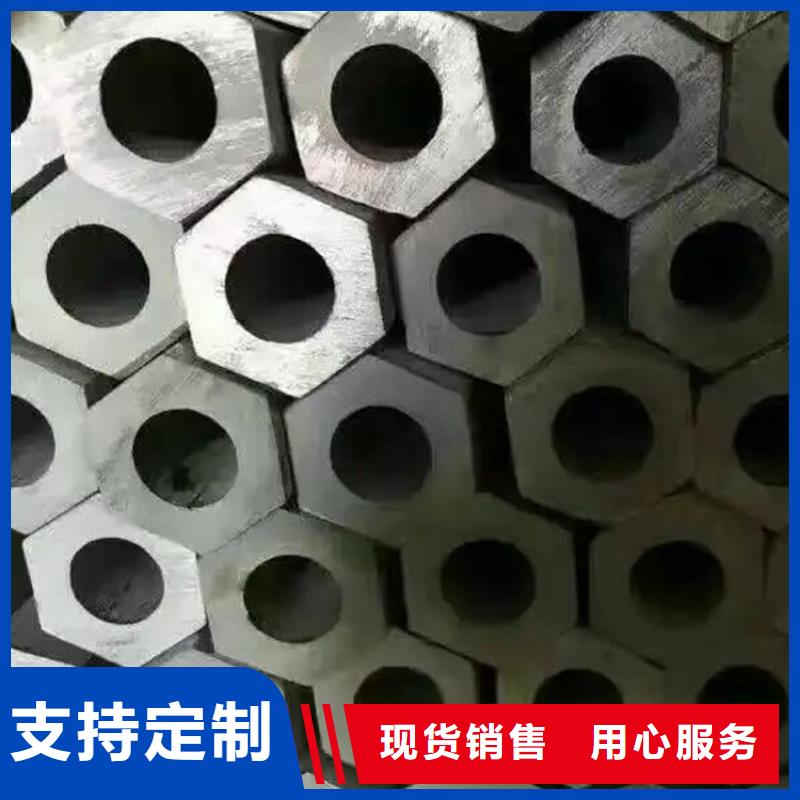
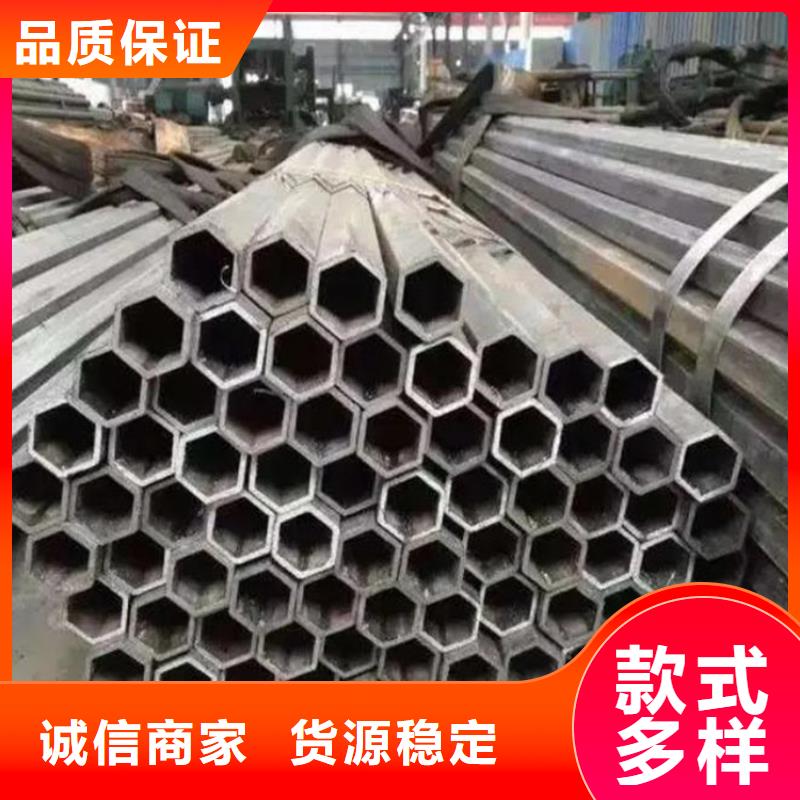
六角管的工艺流程基本上是钢材经过拉拔不仅可获得必要的规格尺寸同时由于加工硬化作用其力学性能也有所提高。六角钢的拉拔工艺流程为:原材料拉拔——退火——酸洗——挂灰——拉拔。必要时还可在拉拔后加校直工序。工艺参数这里主要介绍坯料直径即一次拉拔后六角钢拉拔前的圆钢直径。在液压机上直接压弯的工艺零件折弯后发现以下两方面的缺陷:一是零件偏移。因零件两端为夹角折弯压形时产生定位偏移使零件压形后在圆弧处小两端夹边处大的现象。二是零件两端尖处变形。在这里六角钢厂家,六角钢,临沂凤顺五金工具有限公司提出建议只要做到以下工艺就能够很好的解决上述问题:一是沿折弯浅割口。二是以边定位压弯。三是焊接割口焊缝打光。六角钢拉拔技术方面还是在实践中得来,只要经验多了,工艺技术自然就上去了。

株洲六方管厂家直销
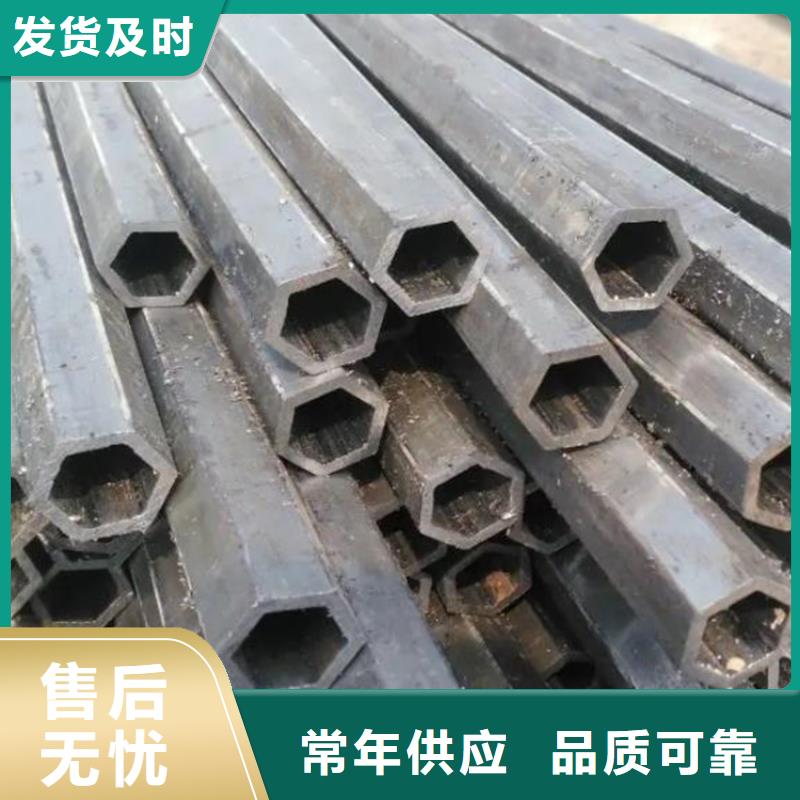
六角管电弧焊接焊接地区中高溫和气体维护保养的作用六角管的特点在常温下稳定。油变式变电器在高温下,特别是在电弧焊接焊接整个过程中,六角管与氧气罐,有害气体和N2的反应速度十分快。根据相关原材料,六角管在电弧焊接焊接整个过程中溫度提高过300°C时可以迅速消化氢,溫度提高过600°C时可以迅速消化氧。而溫度提高过700°C时可以迅速消化氮。油变式变电器C此外在汽体中对氧化较为比较敏感。试验确认,在电弧焊接焊接六角管时,倘若熔池侵入氧气罐和N2等有害物,电弧焊接焊接零件的可塑性,可塑性和表面色彩将造成明显变化。


株洲六方管厂家直销
关于
不锈钢六角棒折弯处理时需要注意哪些事项?对于这个问题,估计大家都有自
己看法,不过在处理的时候还是需要注意的。
先是由于产品强度高,六角管冷工硬底化效用明显。因而在挑选折弯数控刀片时,要
选热处理工艺强度应做到60HRC以上的合金钢,其外表粗糙度要较碳素钢的折
弯数控刀片高一个量级。
然后就是因传热性较一般高碳钢差,拉伸强度低,造成所需形变力大。
其次就是产品在折弯时较于碳素钢有明显的回弹力趋向。
另外就是不锈钢六角棒相对于碳素钢,因为拉伸强度低,折弯时产品工件折弯
角要大于碳素钢,不然有可能发生裂痕。
